DJH-E电解(库仑)测厚仪
能满足大多测试要求
1. 预置标配镀种为:
装饰铬、硬铬、镍、铜(铁或非金属基体上铜)、锌、锡、银、金8个镀种
如要测试其它镀种,须将预置镀种做改动,
如:需要测化学镍(客户可以不测银),就可将银改为化学镍
2. 标配测头:
直径2.4mm(还有1.7mm、1.2mm、1.0mm、0.8mm可选)
机器只配备一种测头,所以要问明客户小工件尺寸,
尽量选用大测头,精度会好些
3. 不能测电位差
4. 可打印简单信息:镀种、厚度、测试时间
DJH-D与DJH-E电解(库仑)测厚仪区别为:
DJH-D无打印功能,无时钟显示,其它性能完全一样
DJH-E电解(库仑)测厚仪
1. 能完成DJH-E型所有功能
2. 能测量多层镍电位差
3. 能换用两种测头,通常为2.4mm和1.7mm
4. 数据可储存在电脑中随时调看
5. 可打印A4测试报告
DJH-E电解(库仑)测厚仪
1. 能完成DJH-E型所有功能
2. 能换用多种测头,通常为2.4mm和1.7mm
3. 轻松完成线材测量,无需换算系数
4. 打印完整测试数据:
每次数据、大值、小值、平均值、标准偏差、测试人、测试时间、测试次数
多镀层测试数据可在一个报表中同时显示
5. 不能测电位差
DJH-E电解(库仑)测厚仪适用范围
1. 如无特殊要求,DJH-D或DJH-E即可胜任
如手机及相机按键,汽车旋钮,五金工具,电子电器元件,花洒,水,搁架,运动器材,自行车,标准件,厨房用品,卫生间用品,锁具,门把手,汽车标牌,门柜配件,摩托车,汽车,接插件,线材,焊丝,钕铁硼
2. DJH-G更侧重在汽车、摩托车、洁具行业,因这些行业会用到电位差功能。
及钕铁硼行业,解决底层镍的测试问题
汽车如:标牌、汽车门锁、汽车把手、汽车内饰件,
摩托车如:消声器、摩托车支架,
洁具如:混水阀,毛巾架,
钕铁硼:主要为镍铜镍电镀
3. CTM208应用类同DJH-E型电解(库仑)测厚仪
操作简便,功能齐全,打印内容丰富,线材测试易于操作是其大亮点。无任何国内产品能与其相比。早前专为境外厂家贴牌生产,英文界面,现已有中文界面。
DJH-E电解(库仑)测厚仪
(DJH-E带打印功能/ DJH-D不带打印功能)
电解库仑测厚仪适用范围
电解库仑测厚仪适用领域:汽车摩托车行业、航天航海行业、自行车行业、电子电器行业、
日用五金行业、洁具卫浴行业、塑胶电镀行业、钕-铁-硼行业、
标准件行业、安保行业、技术部门及科研机构。
产品用途:单镀层或复合多镀层厚度测量
电解测厚仪装箱单:
名称规格单位数量
电解测厚仪DJH-D 台1
测试架套件(包含1~7内容) STD-07 套1
1)测试架底座块1
2)支架套件(含支架套环、支架
、螺丝刀)
套1
3)连接横臂套件(含连接横臂、
电极螺钉、横臂固定旋钮、
线扣、螺钉)
套1
4)电解杯只1
5)测试胶头(代码见第14页) 只1
6)测试信号线二合一根1
7)恒压弹簧测试座只1
滴管3ml×10支包1
废液瓶120ml 个1
清洗瓶120ml 个1
镊子ST-13 把1
橡皮擦7061 个1
纸巾包1
三芯电源线10A/250V~ 根1
说明书份1
保修卡(见第15页) 张1
合格证(见第15页) 张1
电解液(如下规格中任选4瓶) 120ml 瓶4
□A1测金
□A2测装饰铬
□A2+测硬铬
□A3测锡
□A4测铁上铜
□B4测塑胶上铜
□E4测锌合金或黄铜上铜
□A5测单层镍或多层镍厚度
□A5+测铜上镍
□A6测铁上银
□A7测铜上银
□A8测锌
□A9测铝上化学镍
□A10测多层镍每层厚度及电位(只适用于DJH-G型)
□A11测镉
□A12测铁上化学镍
1 装箱单
膜厚测试仪器部
电解测厚仪特点及使用前须知
能测量单层镀层金属厚度
能测量多层镀层金属厚度
能测量塑胶上各种电镀金属
测量不受基体材料影响
数字显示厚度值
1.避免突然温差转变
测厚仪突然从寒冷处搬迁到温暖的地方使用时, 测厚仪因温差会导
致测量误差。
2. 湿气及灰尘
避免测厚仪在湿气高及灰尘较多的地方使用, 否则会损坏测厚仪内
部零件。
3. 避免放在高温及寒冷处
0 测厚仪及电解液避免日光直射及热辐射器等,温度不高于30 C。
测试胶头会因低温而硬度下降。
4. 保持电极、电解池、橡胶圈清洁
电极螺钉、夹子受污染会影响电极导电性能,电解池、橡胶圈受污
染会导致测量误差。
5. 避免电解液在低温处使用
0 避免电解液在低于室温10 C以下使用,部分电解液如A4、E4、A10、
A12低温下会结晶,需水浴加热后使用。
6. 如何清洁仪器
用干净软布料擦拭即可, 决不可用清洁液或其它化学药品、喷射清
洗剂等。
7. 不得在仪器上堆放物品
本机应平放使用, 其上方不得放置其它物品。
8. 测厚仪正常使用温度
请在200C±50C室温内使用。
专 / 业 / 生 / 产 品 / 控 / 助 / 手膜厚测试仪器部


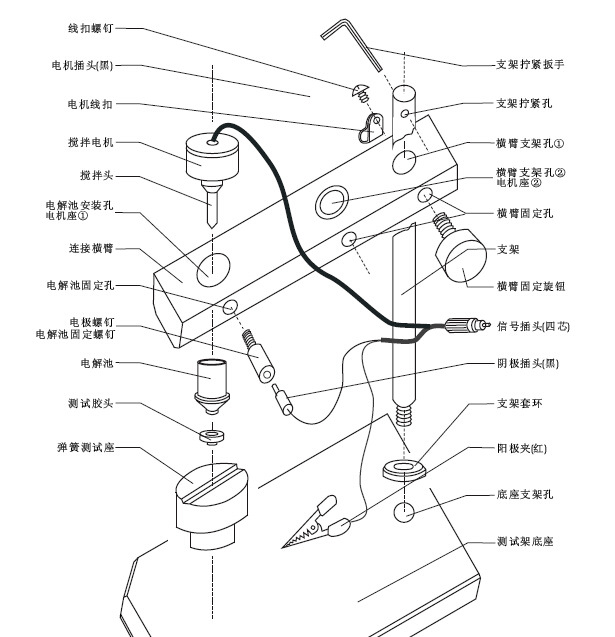
电解库仑测厚仪各部件名称:
电解库仑测厚仪测量前检查
1. 将测厚仪、测试台和药品架平放在工作台上。
2. 检查AC220V插头座是否匹配。
3. 测厚仪与测试台之间用电缆线连接。
4. 按下任何一种镀层选择按钮,将测厚仪的红色信号夹与
黑色信号夹短接,打开电源开关,再按下测量按钮,搅
拌器应该旋转,厚度指示开始计数,断开信号夹间连接,
测厚仪应立即停止计数并报警,此时仪器视为正常状态。
电解库仑测厚仪如何选择测量镀层电解液:
测量镀种及选择电解液对照表
体 金 属
钢 铜及铜合金 镍 铝 多层镍 锌合金
金(Au) A1* A1*
银(Ag) A6 A7 A6
锡(Sn) A3 A3 A3
锌(Zn) A8 A8 A8 A8
铜(Cu) A4 A4 A4 E4*
镍(Ni) A5 A5
铬(Cr) A2 A3 A2 A2 A2
镀层
金属
表2
测量镀种及选择电解液对照表
A2 A4 A5 A8
7 如何选择测量镀层电解液
如何选择测量镀层电解液
专 / 业 / 生 / 产 品 / 控 / 助 / 手膜厚测试仪器部
化学镍(Ni-P) A12* A9* A9*
有*号标记的电解液配方未公开,须向我司购买
电解库仑测厚仪如何测量单层镀层金属
例: 测量钢铁基体上镀锌白钝化,厚度12.2μm。
1. 将被测量工件镀层上的钝化膜用橡皮擦掉。
2. 测头垂直压在被测量工件上,压力大小以不漏溶液为准。
3. 查表2得知:钢铁上镀锌层用A8电解液,用吸管吸入2ml
电解液滴入电解池杯中(液面离杯口约3mm处)。
4. 吸管插入电解池杯底部,反复吸动几次,让电解池底部
的空气排除,使电解液与镀锌层完全接触,再放下搅拌器
到位。
5. 按下Zn测量按钮。
6. 将信号插头插入电极螺钉孔内,红色信号夹夹到工件上,
并检查连线是否正确。
7. 按下测量按钮,搅拌器开始旋转,待蜂鸣器报警,测量即
自动停止,窗口显示12.2μm,按下停止按钮。
8. 搅拌器升高,用吸管吸去废电解液,抬起测头,取下工
件。
9. 用水洗净电解池和橡胶圈内壁沉积物,擦拭干净后,重新
放回电解池座。
电解库仑测厚仪如何测量硬铬层镀层金属
例: 测量钢铁基体上镀硬铬,厚度42.2μm。
1. 将被测量工件镀层上的钝化膜用橡皮擦掉。
2. 测头垂直压在被测量工件上,压力大小以不漏溶液为准。
3. 查表2得知:钢铁上镀硬铬层用A2电解液,用吸管吸2ml电
解液滴入电解池杯中(液面离杯口约3mm处)。
注意:测量铬层时无须放下搅拌器。
4. 将吸管插入电解池杯底部,反复吸动几次,让电解池底部
的空气排除,使电解液与镀铬层完全接触。
5. 按下Dp测量按钮。
6. 将信号插头插入电极螺钉孔内,红色信号夹夹到工件上,
并检查连线是否正确。
7. 按下测量按钮,搅拌器开始旋转,窗口显示15μm时,按停
止按钮,更换新电解液,重新按下测量按钮,
窗口显示30μm时,请再次更换电解液并重复以上步骤,只
到测量报警为止,并记录硬铬层厚度。
8. 用吸管吸去废电解液,抬起测头,取下工件。
9. 用水洗净电解池、橡胶圈内壁沉积物,重新放回电解池座。
注 意
每测量15μm请更换电解液一次
15μm更换电解液
30μm更换电解液
45μm更换电解液
依此类推
电解库仑测厚仪如何测量多层镀层金属
例: 测量钢铁基体上镀铜、镍、铬,各分层厚度
为Cr 0.4μm、Ni 14μm、Cu 10μm。
1. 将被测量工件镀层上的钝化膜用橡皮擦掉。
2. 测头垂直压在被测量工件上,压力大小以不漏溶液为准。
3. 查表2得知:镍上镀铬层用A2电解液,用吸管吸入2ml电解
液滴入电解池杯中(液面离杯口约3mm处)。
4. 将吸管插入电解池杯底部,反复吸动几次,让电解池底部
的空气排除,使电解液与镀层完全接触。
注意:测量铬层时无须放下搅拌器。
5. 按下Cr测量按钮。
6. 将信号插头插入电极螺钉孔内,红色信号夹夹到工件上,
并检查连线是否正确。
7. 按下测量按钮,搅拌器开始旋转,待蜂鸣器报警,测量即
自动停止,窗口显示0.4μm,反复按测量按钮1~2次报警
后,再按停止按钮(测量值以次报警时数值为准)。
8. 用吸管吸取废电解液,不抬起电解池座,先用清水清洗电
解池1~2次,再放入A5( 查表2得知:铜上镀镍用A5 ),并
放下搅拌器到位。
9. 重复7步骤并记录镍层厚度14μm。
10. 重复8、7步骤并记录铜层厚度10μm。
11 . 将搅拌器升高,用吸管吸取废电解液,抬起电解池座,取
下工件。
12. 用清水洗净电解池和橡胶圈内壁沉积物,擦拭干净后,重
新放回电解池座。
电解液配方及配制方法
代号 名 称 化学分子式 配 制 方 法
A2 磷 酸 H PO 将127ml磷酸加水稀释至1000ml。 3 4
A3 盐 酸 HCl 将175ml盐酸加水稀释至1000ml。
A4 硝 酸 铵 NH NO 4 3
氨 水 NH H O 3 2
A5 硝 酸 铵 NH NO 4 3
硫 氰 化 钠 NaSCN
A6 硝 酸 钠 NaNO 3
硝 酸 HNO 3
A7 硫 氰 酸 钾 KSCN 将180g硫氰酸钾加水稀释至1000ml 完全溶解。
A8 氯 化 钠 NaCl 将100g氯化钠加水稀释至1000ml 完全溶解。
A1 配方目前未公开,请向膜厚测试仪器部定购。
注1:电解液用分析纯化学药品和蒸馏水配制
注2:化学药品都会有一定的毒害性,请注意试剂瓶上的标示,安全操作
注3:部分人接触A10电解液(测多层镍用)后,可能会发生接触性皮炎或过敏性湿疹,
操作时请佩戴乳胶手套
注4:安全警示
S2 电解液应避免儿童接触
S26 电解液触到眼睛时,请用大量清水冲洗并请教医生
S28 电解液触到皮肤时,请用清水冲洗
注5:请指派熟悉化学品特性的实验室操作员配制电解液,有些化学试剂有强腐蚀性,
不正确的操作会伤及皮肤及衣物,还有些化学试剂不正确的高温加热,可能会产生
毒气或爆炸,请掌握正确的操作方法。如无把握可直接从我司购买。
DJH-E电解(库仑)测厚仪
能满足大多测试要求
1. 预置标配镀种为:
装饰铬、硬铬、镍、铜(铁或非金属基体上铜)、锌、锡、银、金8个镀种
如要测试其它镀种,须将预置镀种做改动,
如:需要测化学镍(客户可以不测银),就可将银改为化学镍
2. 标配测头:
直径2.4mm(还有1.7mm、1.2mm、1.0mm、0.8mm可选)
机器只配备一种测头,所以要问明客户小工件尺寸,
尽量选用大测头,精度会好些
3. 不能测电位差
4. 可打印简单信息:镀种、厚度、测试时间
DJH-D与DJH-E电解(库仑)测厚仪区别为:
DJH-D无打印功能,无时钟显示,其它性能完全一样
DJH-E电解(库仑)测厚仪
1. 能完成DJH-E型所有功能
2. 能测量多层镍电位差
3. 能换用两种测头,通常为2.4mm和1.7mm
4. 数据可储存在电脑中随时调看
5. 可打印A4测试报告
DJH-E电解(库仑)测厚仪
1. 能完成DJH-E型所有功能
2. 能换用多种测头,通常为2.4mm和1.7mm
3. 轻松完成线材测量,无需换算系数
4. 打印完整测试数据:
每次数据、大值、小值、平均值、标准偏差、测试人、测试时间、测试次数
多镀层测试数据可在一个报表中同时显示
5. 不能测电位差
DJH-E电解(库仑)测厚仪适用范围
1. 如无特殊要求,DJH-D或DJH-E即可胜任
如手机及相机按键,汽车旋钮,五金工具,电子电器元件,花洒,水,搁架,运动器材,自行车,标准件,厨房用品,卫生间用品,锁具,门把手,汽车标牌,门柜配件,摩托车,汽车,接插件,线材,焊丝,钕铁硼
2. DJH-G更侧重在汽车、摩托车、洁具行业,因这些行业会用到电位差功能。
及钕铁硼行业,解决底层镍的测试问题
汽车如:标牌、汽车门锁、汽车把手、汽车内饰件,
摩托车如:消声器、摩托车支架,
洁具如:混水阀,毛巾架,
钕铁硼:主要为镍铜镍电镀
3. CTM208应用类同DJH-E型电解(库仑)测厚仪
操作简便,功能齐全,打印内容丰富,线材测试易于操作是其大亮点。无任何国内产品能与其相比。早前专为境外厂家贴牌生产,英文界面,现已有中文界面。
DJH-E电解(库仑)测厚仪
(DJH-E带打印功能/ DJH-D不带打印功能)
电解库仑测厚仪适用范围
电解库仑测厚仪适用领域:汽车摩托车行业、航天航海行业、自行车行业、电子电器行业、
日用五金行业、洁具卫浴行业、塑胶电镀行业、钕-铁-硼行业、
标准件行业、安保行业、技术部门及科研机构。
产品用途:单镀层或复合多镀层厚度测量
电解测厚仪装箱单:
名称规格单位数量
电解测厚仪DJH-D 台1
测试架套件(包含1~7内容) STD-07 套1
1)测试架底座块1
2)支架套件(含支架套环、支架
、螺丝刀)
套1
3)连接横臂套件(含连接横臂、
电极螺钉、横臂固定旋钮、
线扣、螺钉)
套1
4)电解杯只1
5)测试胶头(代码见第14页) 只1
6)测试信号线二合一根1
7)恒压弹簧测试座只1
滴管3ml×10支包1
废液瓶120ml 个1
清洗瓶120ml 个1
镊子ST-13 把1
橡皮擦7061 个1
纸巾包1
三芯电源线10A/250V~ 根1
说明书份1
保修卡(见第15页) 张1
合格证(见第15页) 张1
电解液(如下规格中任选4瓶) 120ml 瓶4
□A1测金
□A2测装饰铬
□A2+测硬铬
□A3测锡
□A4测铁上铜
□B4测塑胶上铜
□E4测锌合金或黄铜上铜
□A5测单层镍或多层镍厚度
□A5+测铜上镍
□A6测铁上银
□A7测铜上银
□A8测锌
□A9测铝上化学镍
□A10测多层镍每层厚度及电位(只适用于DJH-G型)
□A11测镉
□A12测铁上化学镍
1 装箱单
膜厚测试仪器部
电解测厚仪特点及使用前须知
能测量单层镀层金属厚度
能测量多层镀层金属厚度
能测量塑胶上各种电镀金属
测量不受基体材料影响
数字显示厚度值
1.避免突然温差转变
测厚仪突然从寒冷处搬迁到温暖的地方使用时, 测厚仪因温差会导
致测量误差。
2. 湿气及灰尘
避免测厚仪在湿气高及灰尘较多的地方使用, 否则会损坏测厚仪内
部零件。
3. 避免放在高温及寒冷处
0 测厚仪及电解液避免日光直射及热辐射器等,温度不高于30 C。
测试胶头会因低温而硬度下降。
4. 保持电极、电解池、橡胶圈清洁
电极螺钉、夹子受污染会影响电极导电性能,电解池、橡胶圈受污
染会导致测量误差。
5. 避免电解液在低温处使用
0 避免电解液在低于室温10 C以下使用,部分电解液如A4、E4、A10、
A12低温下会结晶,需水浴加热后使用。
6. 如何清洁仪器
用干净软布料擦拭即可, 决不可用清洁液或其它化学药品、喷射清
洗剂等。
7. 不得在仪器上堆放物品
本机应平放使用, 其上方不得放置其它物品。
8. 测厚仪正常使用温度
请在200C±50C室温内使用。
专 / 业 / 生 / 产 品 / 控 / 助 / 手膜厚测试仪器部
电解库仑测厚仪各部件名称:
电解库仑测厚仪测量前检查
1. 将测厚仪、测试台和药品架平放在工作台上。
2. 检查AC220V插头座是否匹配。
3. 测厚仪与测试台之间用电缆线连接。
4. 按下任何一种镀层选择按钮,将测厚仪的红色信号夹与
黑色信号夹短接,打开电源开关,再按下测量按钮,搅
拌器应该旋转,厚度指示开始计数,断开信号夹间连接,
测厚仪应立即停止计数并报警,此时仪器视为正常状态。
电解库仑测厚仪如何选择测量镀层电解液:
测量镀种及选择电解液对照表
体 金 属
钢 铜及铜合金 镍 铝 多层镍 锌合金
金(Au) A1* A1*
银(Ag) A6 A7 A6
锡(Sn) A3 A3 A3
锌(Zn) A8 A8 A8 A8
铜(Cu) A4 A4 A4 E4*
镍(Ni) A5 A5
铬(Cr) A2 A3 A2 A2 A2
镀层
金属
表2
测量镀种及选择电解液对照表
A2 A4 A5 A8
7 如何选择测量镀层电解液
如何选择测量镀层电解液
专 / 业 / 生 / 产 品 / 控 / 助 / 手膜厚测试仪器部
化学镍(Ni-P) A12* A9* A9*
有*号标记的电解液配方未公开,须向我司购买
电解库仑测厚仪如何测量单层镀层金属
例: 测量钢铁基体上镀锌白钝化,厚度12.2μm。
1. 将被测量工件镀层上的钝化膜用橡皮擦掉。
2. 测头垂直压在被测量工件上,压力大小以不漏溶液为准。
3. 查表2得知:钢铁上镀锌层用A8电解液,用吸管吸入2ml
电解液滴入电解池杯中(液面离杯口约3mm处)。
4. 吸管插入电解池杯底部,反复吸动几次,让电解池底部
的空气排除,使电解液与镀锌层完全接触,再放下搅拌器
到位。
5. 按下Zn测量按钮。
6. 将信号插头插入电极螺钉孔内,红色信号夹夹到工件上,
并检查连线是否正确。
7. 按下测量按钮,搅拌器开始旋转,待蜂鸣器报警,测量即
自动停止,窗口显示12.2μm,按下停止按钮。
8. 搅拌器升高,用吸管吸去废电解液,抬起测头,取下工
件。
9. 用水洗净电解池和橡胶圈内壁沉积物,擦拭干净后,重新
放回电解池座。
电解库仑测厚仪如何测量硬铬层镀层金属
例: 测量钢铁基体上镀硬铬,厚度42.2μm。
1. 将被测量工件镀层上的钝化膜用橡皮擦掉。
2. 测头垂直压在被测量工件上,压力大小以不漏溶液为准。
3. 查表2得知:钢铁上镀硬铬层用A2电解液,用吸管吸2ml电
解液滴入电解池杯中(液面离杯口约3mm处)。
注意:测量铬层时无须放下搅拌器。
4. 将吸管插入电解池杯底部,反复吸动几次,让电解池底部
的空气排除,使电解液与镀铬层完全接触。
5. 按下Dp测量按钮。
6. 将信号插头插入电极螺钉孔内,红色信号夹夹到工件上,
并检查连线是否正确。
7. 按下测量按钮,搅拌器开始旋转,窗口显示15μm时,按停
止按钮,更换新电解液,重新按下测量按钮,
窗口显示30μm时,请再次更换电解液并重复以上步骤,只
到测量报警为止,并记录硬铬层厚度。
8. 用吸管吸去废电解液,抬起测头,取下工件。
9. 用水洗净电解池、橡胶圈内壁沉积物,重新放回电解池座。
注 意
每测量15μm请更换电解液一次
15μm更换电解液
30μm更换电解液
45μm更换电解液
依此类推
电解库仑测厚仪如何测量多层镀层金属
例: 测量钢铁基体上镀铜、镍、铬,各分层厚度
为Cr 0.4μm、Ni 14μm、Cu 10μm。
1. 将被测量工件镀层上的钝化膜用橡皮擦掉。
2. 测头垂直压在被测量工件上,压力大小以不漏溶液为准。
3. 查表2得知:镍上镀铬层用A2电解液,用吸管吸入2ml电解
液滴入电解池杯中(液面离杯口约3mm处)。
4. 将吸管插入电解池杯底部,反复吸动几次,让电解池底部
的空气排除,使电解液与镀层完全接触。
注意:测量铬层时无须放下搅拌器。
5. 按下Cr测量按钮。
6. 将信号插头插入电极螺钉孔内,红色信号夹夹到工件上,
并检查连线是否正确。
7. 按下测量按钮,搅拌器开始旋转,待蜂鸣器报警,测量即
自动停止,窗口显示0.4μm,反复按测量按钮1~2次报警
后,再按停止按钮(测量值以次报警时数值为准)。
8. 用吸管吸取废电解液,不抬起电解池座,先用清水清洗电
解池1~2次,再放入A5( 查表2得知:铜上镀镍用A5 ),并
放下搅拌器到位。
9. 重复7步骤并记录镍层厚度14μm。
10. 重复8、7步骤并记录铜层厚度10μm。
11 . 将搅拌器升高,用吸管吸取废电解液,抬起电解池座,取
下工件。
12. 用清水洗净电解池和橡胶圈内壁沉积物,擦拭干净后,重
新放回电解池座。
电解液配方及配制方法
代号 名 称 化学分子式 配 制 方 法
A2 磷 酸 H PO 将127ml磷酸加水稀释至1000ml。 3 4
A3 盐 酸 HCl 将175ml盐酸加水稀释至1000ml。
A4 硝 酸 铵 NH NO 4 3
氨 水 NH H O 3 2
A5 硝 酸 铵 NH NO 4 3
硫 氰 化 钠 NaSCN
A6 硝 酸 钠 NaNO 3
硝 酸 HNO 3
A7 硫 氰 酸 钾 KSCN 将180g硫氰酸钾加水稀释至1000ml 完全溶解。
A8 氯 化 钠 NaCl 将100g氯化钠加水稀释至1000ml 完全溶解。
A1 配方目前未公开,请向膜厚测试仪器部定购。
注1:电解液用分析纯化学药品和蒸馏水配制
注2:化学药品都会有一定的毒害性,请注意试剂瓶上的标示,安全操作
注3:部分人接触A10电解液(测多层镍用)后,可能会发生接触性皮炎或过敏性湿疹,
操作时请佩戴乳胶手套
注4:安全警示
S2 电解液应避免儿童接触
S26 电解液触到眼睛时,请用大量清水冲洗并请教医生
S28 电解液触到皮肤时,请用清水冲洗
注5:请指派熟悉化学品特性的实验室操作员配制电解液,有些化学试剂有强腐蚀性,
不正确的操作会伤及皮肤及衣物,还有些化学试剂不正确的高温加热,可能会产生
毒气或爆炸,请掌握正确的操作方法。如无把握可直接从我司购买。
以上信息由企业自行提供,信息内容的真实性、准确性和合法性由相关企业负责,仪器仪表交易网对此不承担任何保证责任。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。
