西门子CNC数控板维修
我们不能给您较低的价格,只能给您较高的品质!
我们宁可为价格解释一阵子,也不愿意为品质道歉一辈子!
公司主营:数控系统,S7-200PLC S7-300PLC S7-400PLC S7-1200PLC 6ES5 ET200 人机界面,变频器,DP总线,MM420 变频器MM430 变频器MM440 6SE70交流工程调速变频器6RA70直流调速装置 SITOP电源,电线电缆,数控备件,伺服电机等工控产品 2、PLC选型匹配较复杂,请客户务必确认核实好型号参数货期等问题后在进行采购, 特别提示:S7-300系列PLC型号升级换代较快,所以产品图片为示例图片,参数属性为大体概述, 故仅供参考,具体以西门子新选型样本对应产品参数描述和西门子实物为准。
詹
信号灯控制系统——以转换为中心的编程方式梯形图举例 如图5-29所示为以转换为中心的编程方式设计的梯形图与功能表图的对应关系。图中要实现Xi对应的转换必须同时满足两个条件:前级步为活动步(Mi-1=1)和转换条件满足(Xi=1),所以用Mi-1和Xi的常开触点串联组成的电路来表示上述条件。两个条件同时满足时,该电路接通时,此时应完成两个操作:将后续步变为活动步(用SET Mi指令将Mi置位)和将前级步变为不活动步(用RST Mi-1 指令将Mi-1复位)。这种编程方式与转换实现的基本规则之间有着严格的对应关系,用它编制复杂的功能表图的梯形图时,更能显示出它的优越性。 图5-29 以转换为中心的编程方式 如图5-30所示为某信号灯控制系统的时序图、功能表图和梯形图。初始步时仅红灯亮,按下起动按钮X0,4s后红灯灭、绿灯亮,6s后绿灯和黄灯亮,再过5s后绿灯和黄灯灭、红灯亮。按时间的先后顺序,将一个工作循环划分为4步,并用定时器T0~T3来为3段时间定时。开始执行用户程序时,用M8002的常开触点将初始步M300置位。按下起动按钮X0后,梯形图第2行中M300和X0的常开触点均接通,转换条件X0的后续步对应的M301被置位,前级步对应的辅助继电器M300被复位。M301变为“1”状态后,控制Y0(红灯)仍然为“l”状态,定时器T0的线圈通电,4s后T0的常开触点接通,系统将由第2步转换到第3步,依此类推。 图5-30 某信号灯控制系统 a)时序图 b)功能表图 c)以转换为中心编程的梯形图 使用这种编程方式时,不能将输出继电器的线圈与SET、RST指令并联,这是因为图5-30中前级步和转换条件对应的串联电路接通的时间是相当短的,转换条件满足后前级步马上被复位,该串联电路被断开,而输出继电器线圈至少应该在某一步活动的全部时间内接通。
西门子6RA80直流调速器概述SINAMICSDCMASTER是西门子生产的新一代直流调速器。SINAMICSDCMASTER这名称简称为:SINAMICSDCM–体现了新一代产品的强大。它把上一代产品SIMOREGDC-MASTER的优势与SINAMICS系列的优点结合在了一起。在质量、可靠性和功能性方面,SINAMICSDCMASTER是首屈一指的。实际上,在功能方面,它提供了新功能,而且集成了上一代产品的有用功能。SINAMICSDCMASTER 是SINAMICS系列的新成员,它把许多以交流技术而 闻名的SINAMICS工具和组件用到了直流技术上。对于标准的闭环控制,该直流调速器配备了标准的调速器控制装置(标准CUD)。对于要求更高计算性能 和接口的应用,系统可以通过增加调速器控制装置(高级CUD)的方式进行扩展。该直流调速器属于SINAMICSDCMASTER系列,它把开环和闭环控制与电源装置组合到了一个装置上,并且由于其紧凑的机构、节省空间的外形设计而与众不同。可以提供AOP30高级操作员界面和BOP20数字操作员面板用于试运行和本地操作员控制。CUD的接口和数字输入/输出的数量可以使用附加模块增加——例如TM15和TM31终端模块。西门子6RA80直流调速器技术数据简述功率范围:6.3到2508kW额定直流电流:15到3000A额定供电电压:3-ph.400-950VAC额定直流励磁电流:3到40A(可选配:85A)额定频率:45-65Hz防护等级:IP00储存和运输温度:-40-+70°C符准:IEC,EN,DIN,VDE,UL,cULus,NEMA,UL508C,GOST操作:2象限和4象限西门子6RA80直流调速器特点标配PROFIBUS,可以选配PROFINET控制装置的派生版励磁电源供电符合现场要24VDC电子装置电源电源装置与相应的地绝缘标准版和驱动器控制图上集成了免费的功能块可以SINAMICS组件扩展功能可以连接到单相线路供电上涂层模块和镀镍铜母线西门子6RA80直流调速器客户获益由于SINAMICSDCMASTER系列产品丰富,降低了培训时间和成本,并实现了相同组件数大化。无缝集成的SINAMICSDCMASTER系列装置有多种的电流和电压规格。该系列调速器设计用于连接三相线路供电。功能和性能方面具有灵活的扩展能力。产品丰富,有许多选件可以使直流调速器优化的满足客户需求——无论是在技术上还是经济上。与计算性能和速度相关的各种用户要求都可以通过选择标准CUD或者高级CUD而准确满足——也可以组合使用这两种CUD。由于能够快速简单的更换组件,提高了工厂和系统的可用性。可互换组件的设计使它们能够实现快速简单的更换。可以提供备件—始终可以看到分配给什么序列号的驱动器装置。 使用带有图形LCD和纯文本显示屏的AOP30高级操作员界面,可以方便的进行试运行和参数化,或者获得菜单提示,还可以使用STARTER试运行工具进行获得PC支持(见工具和工程组态)。使用如标准的PROFIBUS通讯接口和各种模拟和数字接口,可将它们轻松集成进自动化解决方案中。西门子6RA80直流调速器典型应用移动:传送带、升降机、起重机、索道、测试台、横向切断机、换辊装置、槽轮排种器加工:挤出机、绕线机/放线机、前/跟随驱动器、砑光机、机械压力机、印刷机、轧机驱动器做好变频器维修,当然了解一些电子基础知识是相当重要的,也是迫不及待的。

机械手将工件从A工位送到B工位编程控制举例 图为单流程的应用示例, 机械手将工件从 A 工位送到 B 工位 的动作图和状态转移图 ( 1 )手动操作 这是初次运行时将机械复归左上原点位置的程序。 (2)半自动单循环运行 ① 用手动操作将机械移至原点位置,然后按动起动按钮 X26 ,动作状态从 S5 向 S20 转移,下降电磁阀的输出 Y0 动作,接着下限位开关 X1 接通。 ② 动作状态 S20 向 S21 转移,下降输出 Y0 切断,夹钳输出 Y1 保持接通状态。 ③ 1 秒后定时器 T0 动作,转至状态 S22 ,上升输出 Y2 动作,不久到达上限位, X2 接通,状态转移。 ④ 状态 S23 为右行,输出 Y3 动作,到达右限位置, X3 接通,转为 S24 状态。 ⑤ 转至状态 S24 ,下降输出 Y0 再次动作,到达下限位置, X1 立即接通,接着动作状态由 S24 向 S25 转移。 ⑥ 在 S25 状态,先将保持夹钳输出 Y1 复位,并启动定时器 T1 。 ⑦ 夹钳输出复位 1 秒后状态转移到 S26 ,上升输出 Y2 动作。 ⑧ 到达上限位置 X2 接通,动作状态向 S27 转移,左行输出 Y4 动作。一旦到达左限位置, X4 接通,动作状态返回 S5 ,成为等待再起动的状态。 用PLC实现步进电机的直接控制 步进电机的可编程控制器直接控制,可使组合机床自动生产线控制系统的成本显著下降。文章介绍了用PLC控制步进电机驱动的数控滑台方法,伺服控制、驱动及接口以及步进电机PLC控制的软件逻辑。 1 概述 在组合机床自动线中,一般根据不同的加工精度要求设置三种滑台(1)液压滑台,用于切削量大,加工精度要求较低的粗加工工序中;(2)机械滑台,用于切削量中等,具有一定加工精度要求的半精加工工序中;(3)数控滑台,用于切削量小,加工精度要求很高的精加工工序中。可编程控制器(简称PLC)以其通用性强、可靠性高、指令系统简单、编程简便易学、易于掌握、体积小、维修工作少、现场接口安装方便等一系列优点,被广泛应用于工业自动控制中。特别是在组合机床自动生产线的控制及CNC机床的S、T、M功能控制更显示出其的性能。PLC控制的步进电机开环伺服机构应用于组合机床自动生产线上的数控滑台控制,可省去该单元的数控系统使该单元的控制系统成本降低70~90%,甚至只占用自动线控制单元PLC的3~5个I/O接口及<1KB的内存。特别是大型自动线中可以使控制系统的成本显著下降。 2 PLC控制的数控滑台结构 一般组合机床自动线中的数控滑台采用步进电机驱动的开环伺服机构。采用PLC控制的数控滑台由可编程控制器、环行脉冲分配器、步进电机驱动器、步进电机和伺服传动机构等部分组成,见图1。 图1 伺服传动机构中的齿轮Z1、Z2应该采取消隙措施,避免产生反向死区或使加工精度下降;而丝杠传动副则应该根据该单元的加工精度要求,确定是否选用滚珠丝杠副。采用滚珠丝杠副,具有传动效率高、系统刚度好、传动精度高、使用寿命长的优点,但成本较高且不能自锁。 3 数控滑台的PLC控制方法 数控滑台的控制因素主要有三个: 3.1 行程控制 一般液压滑台和机械滑台的行程控制是利用位置或压力传感器(行程开关/死挡铁)来实现;而数控滑台的行程则采用数字控制来实现。由数控滑台的结构可知,滑台的行程正比于步进电机的转角,因此只要控制步进电机的转角即可。由步进电机的工作原理和特性可知步进电机的转角正比于所输入的控制脉冲个数;因此可以根据伺服机构的位移量确定PLC输出的脉冲个数: n= DL/d (1) 式中 DL——伺服机构的位移量(mm),d ——伺服机构的脉冲当量(mm/脉冲) 3.2 进给速度控制 伺服机构的进给速度取决于步进电机的转速,而步进电机的转速取决于输入的脉冲频率;因此可以根据该工序要求的进给速度,确定其PLC输出的脉冲频率: f=Vf/60d (Hz) (2) 式中 Vf——伺服机构的进给速度(mm/min) 3.3 进给方向控制 进给方向控制即步进电机的转向控制。步进电机的转向可以通过改变步进电机各绕组的通电顺序来改变其转向;如三相步进电机通电顺序为A-AB-B-BC-C-CA-A…时步进电机正转;当绕组按A-AC-C-CB-B-BA-A…顺序通电时步进电机反转。因此可以通过PLC输出的方向控制信号改变硬件环行分配器的输出顺序来实现,或经编程改变输出脉冲的顺序来改变步进电机绕组的通电顺序实现。 4 PLC的软件控制逻辑 由滑台的PLC控制方法可知,应使步进电机的输入脉冲数和脉冲频率受到相应的控制。因此在控制软件上设置一个脉冲数和脉冲频率可控的脉冲信号发生器;对于频率较低的控制脉冲,可以利用PLC中的定时器构成,如图2所示。脉冲频率可以通过定时器的定时常数控制脉冲周期,脉冲数控制则可以设置一脉冲计数器C10。当脉冲数达到设定值时,计数器C10动作切断脉冲发生器回路,使其停止工作。伺服机构的步进电机无脉冲输入时便停止运转,伺服执行机构定位。当伺服执行机构的位移速度要求较高时,可以用PLC中的高速脉冲发生器。不同的PLC其高速脉冲的频率可达4000~6000Hz。对于自动线上的一般伺服机构,其速度可以得到充分满足。 图2 5 伺服控制、驱动及接口 5.1 步进电机控制系统的组成 步进电机的控制系统由可编程控制器、环行脉冲分配器和步进电机功率驱动器组成,其结构见图1。 控制系统中PLC用来产生控制脉冲;通过PLC编程输出一定数量的方波脉冲,控制步进电机的转角进而控制伺服机构的进给量;同时通过编程控制脉冲频率——既伺服机构的进给速度;环行脉冲分配器将可编程控制器输出的控制脉冲按步进电机的通电顺序分配到相应的绕组。PLC控制的步进电机可以采用软件环行分配器,也可以采用如图1所示的硬件环行分配器。采用软环占用的PLC资源较多,特别是步进电机绕组相数M>4时,对于大型生产线应该予以充分考虑。采用硬件环行分配器,虽然硬件结构稍微复杂些,但可以节省占用PLC的I/O口点数,目前市场有多种芯片可以选用。步进电机功率驱动器将PLC输出的控制脉冲放大到几十~上百伏特、几安~十几安的驱动能力。一般PLC的输出接口具有一定的驱动能力,而通常的晶体管直流输出接口的负载能力仅为十几~几十伏特、几十~几百毫安。但对于功率步进电机则要求几十~上百伏特、几安~十几安的驱动能力,因此应该采用驱动器对输出脉冲进行放大。 5.2 可编程控制器的接口 如伺服机构采用硬件环行分配器,则占用PLC的I/O口点数少于5点,一般仅为3点。其中I口占用一点,作为启动控制信号;O口占用2点,一点作为PLC的脉冲输出接口,接至伺服系统硬环的时钟脉冲输入端,另一点作为步进电机转向控制信号,接至硬环的相序分配控制端,如图3所示;伺服系统采用软件环行分配器时,其接口如图4。 6 应用实例与结论 将PLC控制的开环伺服机构用于某大型生产线的数控滑台,每个滑台仅占用4个I/O接口,节省了CNC控制系统,其脉冲当量为0.01~0.05mm,进给速度为Vf=3~15m/min,完全满足工艺要求和加工精度要求。 铣床主轴电动机控制原理线路分析 主轴电动机控制线路分析 (1)电路图 下面。 (2)原理分析 ①主轴的起动过程分析 换向开关SA1旋转到所需要的旋转方向→起动按钮SB5或SB6→接触器KM1线圈通电→常开辅助触点KM1(6-7)闭合进行自锁,同时常开主触点闭合→主轴电动机M1旋转。 在主轴起动的控制电路中串联有热继电器FR1和FR2的常闭触点(22-23)和(23-24)。这样,当电动机M1和M2中有任一台电动机过载,热继电器常闭触点的动作将使两台电动机都停止。 主轴起动的控制回路为:1→SA2-1→SQ6-2→SB1-1→SB2-1→SB5(或SB6)→KM1线圈→KT→22→FR2→23→FR1→24 ②主轴的停车制动过程分析 按下停止按钮SB1或SB2→其常闭触点(3-4)或(4-6)断开→接触器KM1因断电而释放,但主轴电动机等因惯性仍然在旋转。按停止按钮时应按到底→其常开触点(109-110)闭合→主轴制动离合器YC1因线圈通电而吸合→使主轴制动,迅速停止旋转。 ③主轴的变速冲动过程分析 主轴变速时,首先将变速操纵盘上的变速操作手柄拉出,然后转动变速盘,选好速度后再将变速操作手柄推回。当把变速手柄推回原来位置的过程中,通过机械装置使冲动开关SQ6-1闭合一次,SQ6-2断开。SQ6-2(2-3)断开→KM1接触器断电;SQ6-1瞬时闭合→时间继电器KT通电→其常开触点(5-7)瞬时闭合→接触器KM1瞬时通电→主轴电动机作瞬时转动,以利于变速齿轮进入啮合位置;同时,延时继电器KT线圈通电→其常闭触点(25-22)延时断开→KM1接触器断电,以防止由于操作者延长推回手柄的时间而导致电动机冲动时间过长、变速齿轮转速高而发生打坏轮齿的现象。 主轴正在旋转,主轴变速时不必先按停止按钮再变速。这是因为当变速手柄推回原来位置的过程中,通过机械装置使SQ6-2(2-3)触点断开,使接触器KM1因线圈断电而释放,电动机M1停止转动。 ④主轴换刀时的制动过程分析 为了使主轴在换刀时不随意转动,换刀前应将主轴制动。将转换开关SA2扳到换刀位置→其触点(1-2)断开了控制电路的电源,以保证人身安全;另一个触点(109-110)接通了主轴制动电磁离合器YC1,使主轴不能转动。换刀后再将转换开关SA2扳回工作位置→触点SA2-1(1-2)闭合,触点SA2-2(109-110)断开→主轴制动离合器YC1断电,接通控制电路电源。
6ES7 407-0DA02-0AA0 电源模块(4A)
6ES7 407-0KA02-0AA0 电源模块(10A)
6ES7 407-0KR02-0AA0 电源模块(10A)冗余
6ES7 407-0RA02-0AA0 电源模块(20A)
6ES7 405-0DA02-0AA0 电源模块(4A)
6ES7 405-0KA02-0AA0 电源模块(10A)
6ES7 405-0RA02-0AA0 电源模块(20A)
6ES7 971-0BA00 备用电池
CPU
6ES7 412-3HJ14-0AB0 CPU 412-3H; 512KB程序内存/256KB数据内存
6ES7 414-4HM14-0AB0 CPU 414-4H; 冗余热备CPU 2.8 MB RAM
6ES7 417-4HT14-0AB0 CPU 417-4H; 冗余热备CPU 30 MB RAM
6ES7 400-0HR00-4AB0 412H 系统套件包括 2 个CPU、1个H型中央机架、2个电源、2个1M 存储卡、4个同步模块、2根同步电缆,以及4个备用电池(PS407 10A)
6ES7 400-0HR50-4AB0 412H 系统套件包括 2 个CPU、1个H型中央机架、2个电源、2个1M 存储卡、4个同步模块、2根同步电缆,以及4个备用电池(PS405 10A)
6ES7 412-1XJ05-0AB0 CPU412-1,144KB程序内存/144KB数据内存
6ES7 412-2XJ05-0AB0 CPU412-2,256KB程序内存/256KB数据内存
6ES7 414-2XK05-0AB0 CPU414-2,512KB程序内存/512KB数据内存
6ES7 414-3XM05-0AB0 CPU414-3,1.4M程序内存/1.4M数据内存 1个IF模板插槽

6ES7 414-3EM05-0AB0 CPU414-3PN/DP 1.4M程序内存/1.4M数据内存 1个IF模板插槽
6ES7 416-2XN05-0AB0 CPU416-2,2.8M程序内存/2.8M数据内存
6ES7 416-3XR05-0AB0 CPU416-3,5.6M程序内存/5.6M数据内存 1个IF模板插槽
6ES7 416-3ER05-0AB0 CPU416-3PN/DP 5.6M程序内存/5.6M数据内存 1个IF模板插槽
6ES7 416-2FN05-0AB0 CPU416F-2,2.8M程序内存/2.8M数据内存
6ES7 416-3FR05-0AB0 CPU416F-3PN/DP,5.6M程序内存/5.6M数据内存
6ES7 417-4XT05-0AB0 CPU417-4,15M程序内存/15M数据内存
内存卡
6ES7 952-0AF00-0AA0 64K字节 RAM
6ES7 952-1AH00-0AA0 256K字节 RAM
6ES7 952-1AK00-0AA0 1M字节 RAM
6ES7 952-1AL00-0AA0 2M字节 RAM
6ES7 952-1AM00-0AA0 4M字节 RAM
6ES7 952-1AP00-0AA0 8M字节 RAM
6ES7 952-1AS00-0AA0 16M字节 RAM
6ES7 952-1AY00-0AA0 64M字节 RAM
6ES7 952-0KF00-0AA0 64K字节 FLASH EPROM
6ES7 952-0KH00-0AA0 256K字节 FLASH EPROM
6ES7 952-1KK00-0AA0 1M字节 FLASH EPROM
6ES7 952-1KL00-0AA0 2M字节 FLASH EPROM
6ES7 952-1KM00-0AA0 4M字节 FLASH EPROM
6ES7 952-1KP00-0AA0 8M字节 FLASH EPROM
6ES7 952-1KS00-0AA0 16M字节 FLASH EPROM
6ES7 952-1KT00-0AA0 32M字节 FLASH EPROM
6ES7 952-1KY00-0AA0 64M字节 FLASH EPROM
开关量输入模板
6ES7 421-7BH01-0AB0 开关量输入模块(16点,24VDC)中断
6ES7 421-1BL01-0AA0 开关量输入模块(32点,24VDC)
6ES7 421-1EL00-0AA0 开关量输入模块(32点,120VUC)
6ES7 421-1FH20-0AA0 开关量输入模块(16点,120/230VUC)
6ES7 421-7DH00-0AB0 开关量输入模块(16点,24V到60VUC)
开关量输出模板
6ES7 422-1BH11-0AA0 开关量输出模块(16点,24VDC,2A)
6ES7 422-1BL00-0AA0 32点输出,24VDC,0.5A
6ES7 422-7BL00-0AB0 32点输出,24VDC,0.5A,中断
6ES7 422-1FH00-0AA0 16点输出,120/230VAC,2A
6ES7 422-1HH00-0AA0 16点输出,继电器,5A
模拟量模块
6ES7 431-0HH00-0AB0 16路模拟输入,13位
6ES7 431-1KF00-0AB0 8路模拟输入,13位,隔离
6ES7 431-1KF10-0AB0 8路模拟输入,14位,隔离,线性化
6ES7 431-1KF20-0AB0 8路模拟输入,14位,隔离
6ES7 431-7QH00-0AB0 16路模拟输入,16位,隔离
6ES7 431-7KF00-0AB0 8路模拟输入,16位,隔离,热电偶
6ES7 431-7KF10-0AB0 8路模拟输入,16位,隔离,热电阻
6ES7 432-1HF00-0AB0 8路模拟输出,13位,隔离
功能模板
6ES7 450-1AP00-0AE0 FM450-1计数器模板
6ES7 451-3AL00-0AE0 FM451定位模板
6ES7 452-1AH00-0AE0 FM452电子凸轮控制器
6ES7 453-3AH00-0AE0 FM453定位模板
6ES7 455-0VS00-0AE0 FM455C闭环控制模块
6ES7 455-1VS00-0AE0 FM455S闭环控制模块
6DD1 607-0AA2 FM 458-1DP快速处理系统
6ES7 953-8LJ20-0AA0 用于FM458-1DP 基本模板 512KByte(MMC)
6ES7 953-8LL20-0AA0 用于FM458-1DP 基本模板 2MByte(MMC)
6ES7 953-8LM20-0AA0 用于FM458-1DP 基本模板 4MByte(MMC)
6DD1 607-0CA1 EXM 438-1 I/O扩展模板
6DD1 607-0EA0 EXM 448 通讯扩展模板
6DD1 607-0EA2 EXM 448-2 通讯扩展模板
6DD1 684-0GE0 SC64连接电缆
6DD1 684-0GD0 SC63连接电缆
6DD1 684-0GC0 SC62连接电缆
6DD1 681-0AE2 SB10端子模块
6DD1 681-0AF4 SB60端子模块
6DD1 681-0EB3 SB61端子模块
6DD1 681-0AG2 SB70端子模块
6DD1 681-0DH1 SB71端子模块
6DD1 681-0AJ1 SU12端子模块
6DD1 681-0GK0 SU13端子模块

S7-300与G120 PN通讯
1 系统要求
? PC机:安装STEP7和Starter软件
? G120装置:选择支持PROFINET的控制单元,CU240S PN 或CU240S PN F
? S7-300机架:需要选择支持PROFINET的CPU,本实验使用CPU317-2DP/PN
? PROFINET 连接电缆
网络连接如下图所示:

2 G120和S7-300之间的PN连接和设置
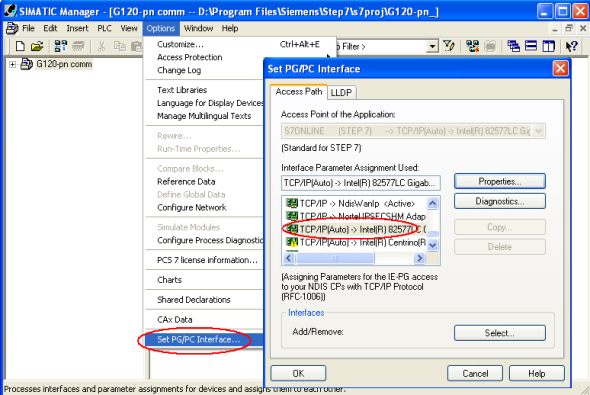
2.1 设置通讯接口
预防和减少施工过程中安全事故的发生
其中定型化标准化 工具化安全防护棚
在安全可靠的情况下使体验者对触电事故有一个真实的感受
? 选择TCP/IP接口

? 分配IP地址

△操作平台倾倒: 通过操作平台倾斜体验
项目部可以组织一线人员包括农民工在培训教室集中组织培训
2.2设置PG/PC
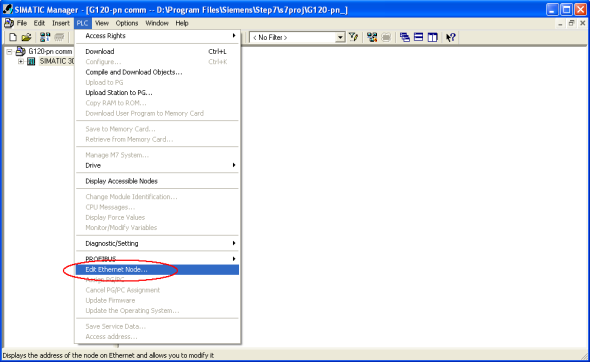
2.3分别对CPU和驱动装置G120分配相应的网络地址
图21 连接设置 点击新传输按钮进入设置:选择是读取数据还是写入数据 一:保证全新原装进口 二:保证安全准时发货 三:保证售后服务质量 流程一:客户确认所需采购产品型号 流程二:我方会根据询价单型号查询价格以及交货期 该体验有三种功能: 1、平衡木体验活动检测自身平衡能力减少触 电伤亡事故检测作业人员是否满 足作业条件增强施工现场触电事故的应急处置能力解决各类施工现场高空环境工 作人员对安全带和平台稳固重要性认识不足的问题 △劳保用品展示: 通过防护用品静态展示及模特假人正确穿戴安全防护用品展示真正达到 “安全、预防为主、消除隐患”的目地“亲历”安全事件这是上海市首家建筑施工安全体验馆使职工充分认识到安全防护用品是安全生 产工作的一个重要组成部分学各开关、天关箱、 各种灯具及各种电线的规格说明使用相当逼真锻炼职工沉着冷 静、勇敢大胆的心里素质面积建议可以在30~70平方并通过视觉、听觉等让使用者感受到身临其境的效果锻炼职工沉着冷静、勇 敢大胆的心里素质
? 点击 Edit Ethernet Node编辑站点信息
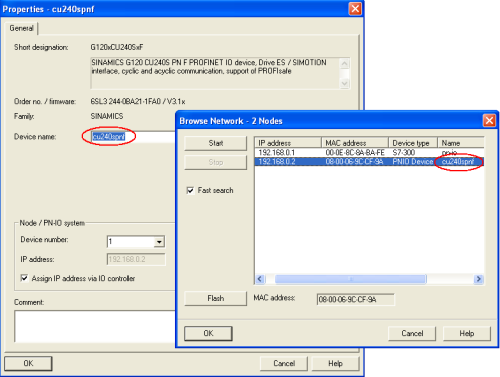
? G120 的IP地址须由控制器来分配,在变频器内部可以通过参数r61001来读取

? 确保硬件组态中的Device name与设备已分配的Device name一致,否则CPU会报通讯故障
2.4 对变频器进行组态并把它连接到PROFINET网络中

? 在硬件组态时需要GSDML文件,G120 GSDML下载地址:
26641490
2.5 选择报文结构
? 根据实际需要,选择相应的报文结构。此处选择的报文结构应与变频器参数P0922中设定的一致。如果不一致,会出现F00401故障。

让施工从业人员进行体验6ES7963-3AA00-0AA0西门子模块
2.6 G120(CU240S PN F)相应的参数设置
| 参数 | G120 |
| P700 | 6 |
| P1000 | 6 |
| P0922 | 353 |
| P2051 In000 | 52 |
| P2051.In001 | 21 |
| P8840 | 20ms |

3 周期性通讯数据结构
周期性通讯的报文可以分为两个部分:
? 过程数据PZD:
过程数据包括控制字 (状态信息) 和设定值 (实际值)。必须要将控制字的第十位置“1”选择由PLC来控制变频器,这些过程数据才能在变频器和PLC之间传递。
? 参数通道Parameter Channel:
这一数据区用来对参数的值进行读/写操作,可以用来监控或者更改变频器的参数。
X6132铣床进给电动机控制线路图分析 (1)原理图 略。 (2)工作台纵向进给操纵机构图 (3)1台进给电机拖动工作台六个方向运动示意图 (4)工作原理分析 条件: 将电源开关Q1合上,起动主轴电机M1,接触器KM1吸合自锁,进给控制电路有电压,就可以起动进给电动机M3。 ①工作台纵向(左、右)进给运动的控制分析 先将圆工作台的转换开关SA3扳在“断开”位置,这时,转换开关SA3上的各触点的通断情况见表3-1。 表3-1 圆工作台转换开关SA3触点通断情况 由于SA3-1(13-16)闭合,SA3-2(10-14)断开,SA3-3(9-10)闭合,所以这时工作台的纵向、横向和垂直进给的控制电路如图3-10所示。 向右运动步骤: 工作台纵向运动手柄扳到右边位置,一方面进给电动机的传动链和工作台纵向移动机构相联结,另一方面压下向右进给的微动开关SQ1→常闭触点SQ1-2(13-15)断开,同时常开触点SQ1-1(14-16)闭合→接触器KM2因线圈通电→进给电动机M3就正向旋转,拖动工作台向右移动。 向右进给的控制回路是: 9→SQ5-2→SQ4-2→SQ3-2→SA3-1→SQ1-1→KM2线圈→KM3→21。 向左运动步骤: 将纵向进给手柄向左,一方面进给电动机的传动链和工作台纵向移动机构相联结,另一方面压下向左进给的微动开关SQ2→常闭触点SQ2-2(10-15)断开,同时常开触点SQ2-1(16-19)闭合→接触器KM3因线圈通电→进给电动机M3就反向转动→拖动工作台向左移动。 向左进给的控制回路是: 9→SQ5-2→11→SQ4-2→12→SQ3-2→13→SA3-1→16→SQ2-1→19→KM3线圈→20→KM2→21。 当将纵向进给手柄扳回到中间位置(或称零位)时,一方面纵向运动的机械机构脱开,另一方面微动开关SQ1和SQ2都复位,其常开触点断开,接触器KM2和KM3释放,进给电动机M3停止,工作台也停止。 终端限位保护的实现:在工作台的两端各有一块挡铁,当工作台移动到挡铁碰动纵向进给手柄位置时,会使纵向进给手柄回到中间位置,实现自动停车。这就是终端限位保护。调整挡铁在工作台上的位置,可以改变停车的终端位置。 ②工作台横向(前、后)和垂直(上、下)进给运动的控制分析 条件:圆工作台转换开关SA3扳到“断开”位置,这时的控制线路也如图3-10所示。 操作手柄:操纵工作台横向联合向进给运动和垂直进给运动的手柄为十字手柄。它有两个,分别装在工作台左侧的前、后方。它们之间有机构联接,只需操纵其中的任意一个即可。手柄有上、下、前、后和零位共五个位置。进给也是由进给电动机M3拖动。 向下或向前控制步骤: 条件:KM1得电,即主轴电动机起动,同时SA3在“断开”位置。 向下控制:手柄在“下”位置,SQ8被压,SQ8-1闭合→YC5得电→电动机得传动机构和垂直方向的传动机构相连,同时SQ3被压→KM2得电→M3正转→工作台下移。 向上控制:手柄在“上”位置,SQ8被压,SQ8-1闭合→YC5得电→电动机得传动机构和垂直方向的传动机构相连,同时SQ4被压→KM3得电→M3反转→工作台上移。 向前控制:手柄在“前”位置,SQ7被压,SQ7-1闭合→YC4得电→电动机得传动机构和横向传动机构相连,同时SQ3被压→KM2得电→M3正转→工作台前移。 向后控制:手柄在“后”位置,SQ7被压,SQ7-1闭合→YC4得电→电动机得传动机构和横向传动机构相连,同时SQ4被压→KM3得电→M3反转→工作台后移。 向下、向前控制回路是: 6→KM1→9→SA3-3→10→SQ2-2→15→SQ1-2→13→SA3-1→16→SQ3-1→KM2线圈→18→KM3→21。 向上、向后控制回路是: 6→KM1→9→SA3-3→10→SQ2-2→15→SQ1-2→13→SA3-1→16→SQ4-1→19→KM3线圈→20→KM2→21。 当手柄回到中间位置时,机械机构都已脱开,各开关也都已复位,接触器KM2和KM3都已释放,所以进给电动机M3停止,工作台也停止。 结: 向上、下进给时,SQ8闭合→YC5得电,电动机的传动机构与垂直方向传动机构相连。 向前、后进给时,SQ7闭合→YC4得电,电动机的传动机构与横向传动机构相连。 向下、前进给时,SQ3闭合→KM2得电→M3得电正转。 向上、后进给时,SQ4闭合→KM3得电→M3得电反转。 ③工作台的快速移动 为什么要快速移动?为了缩短对刀时间 快速移动的控制电路如图3-14所示。 主轴起动以后,将操纵工作台进给的手柄扳到所需的运动方向,工作台就按操纵手柄的方向作进给运动(进给电机的传动链M与A或B或C相连,见图3-12)。这时如按下快速移动按钮SB3或SB4→接触器KM4线圈通电→KM4常闭触点(102-108)断开→进给电磁离合器YC2失电。 同时KM4常开触点(102-107)闭合→电磁离合器YC3通电,接通快速移动传动链(进给电机的传动链M与a或b或c相连,见图3-12)。工作台按原操作手柄的方向快速移动。当松开快速移动按钮SB3或SB4→接触器KM4因线圈断电→快速移动电磁离合器YC3断电,进给电磁离合器YC2得电,工作台就以原进给的速度和方向继续移动。 ④进给变速冲动 为什么变速冲动?为了使进给变速时齿轮容易啮合。 变速过程分析: 条件:先起动主轴电动机M1,使接触器KM1吸合,它在进给变速冲动控制电路中的常开触点(6-9)闭合。 过程分析:变速时将变速盘往外拉到极限位置,再把它转到所需的速度,后将变速盘往里推。在推的过程中挡块压一下微动开关SQ5,其常闭触点SQ5-2(9-11)断开一下,同时,其常开触点SQ5-1(11-14)闭合一下,接触器KM2短时吸合,进给电动机M3就转动一下。当变速盘推到原位时,变速后的齿轮已顺利啮合。 变速冲动的控制回路是: 6→KM1→9→SA3-3→10→SQ2-2→15→SQ1-2→13→SQ3-2→12→SQ4-2→11→SQ5-1→14→KM2线圈→18→KM3→21。 ⑤圆形工作台时的控制 圆工作台有什么作用?铣削圆弧和凸轮等曲线。 圆工作台由进给电动机M3经纵向传动机构拖动。圆工作台的控制电路如图3-16所示。 条件1:圆工作台转换开关SA3转到“接通”位置,SA3的触点SA3-2(13-16)断开,SA3-2(10-14)闭合,SA3-3(9-10)断开。 条件2:工作台的进给操作手柄都扳到中间位置。 按下主轴起动按钮SB5或SB6→接触器KM1吸合并自锁→KM1的常开辅助触点(6-9)也同时闭合→接触器KM2也紧接着吸合→进给电动机M3正向转动,拖动圆工作台转动。因为只能接触器KM2吸合,KM3不能吸合,所以圆工作台只能沿一个方向转动。 圆工作台的控制回路是: 6→KM1→9→SQ5-2→11→SQ4-2→12→SQ3-2→13→SQ1-2→15→SQ2-2→10→SA3-2→14→KM2线圈→18→KM3→21。 ⑥进给的联锁 a.主轴电动机与进给电动机之间的联锁 为什么设置这样的联锁?防止在主轴不转时,工件与铣刀相撞而损坏机床。 联锁的实现方法:在接触器KM2或KM3线圈回路中串连KM1常开辅助触点(6-9)。 b.工作台不能几个方向同时移动 为什么设置这样的联锁?工作台两个以上方向同进给容易造成事故。 联锁的实现方法:由于工作台的左右移动是由一个纵向进给手柄控制,同一时间内不会又向左又向右。工作台的上、下、前、后是由同一个十字手柄控制,同一时间内这四个方向也只能一个方向进给。所以只要保证两个操纵手柄都不在零位时,工作台不会沿两个方向同时进给即可。 将纵向进给手柄可能压下的微动开关SQ1和SQ2的常闭触点SQ1-2(13-15)和SQ2-2(10-15)串联在一起,再将垂直进给和横向进给的十字手柄可能压下的微动开关SQ3和SQ4的常闭触点SQ3-2(12-13)和SQ14-2(11-12)串联在一起,并将这两个串联电路再并联起来,以控制接触器KM2和KM3的线圈通路。如果两个操作手柄都不在零位,则有不同的支路的两个微动开关被压下,其常闭触点的断开使两条并联的支路都断开,进给电动机M3因接触器KM2 和KM3的线圈都不能通电而不能转动。 c.进给变速时两个进给操纵手柄都必须在零位 为什么设置这样的联锁?为了安全起见,进给变速冲动时不能有进给移动。 联锁的实现方法:SQ1或SQ2、SQ3或SQ4的四个常闭触点SQ1-2、SQ2-2、SQ3-2和SQ4-2串联在KM2线圈回路。当进给变速冲动时,短时间压下微动开关SQ5,其常闭触点SQ5-2(9-11)断开,其常开触点SQ5-1(11-14)闭合,如果有一个进给操纵手柄不在零位,则因微动开关常闭触点的断开而接触器KM2不能吸合,进给电动机M3也就不能转动,防止了进给变速冲动时工作台的移动。 d.圆工作台的转动与工作台的进给运动不能同时进行 联锁的实现方法:SQ1或SQ2、SQ3或SQ4的四个常闭触点SQ1-2、SQ2-2、SQ3-2或SQ4-2是串联在KM2线圈的回路中, 当圆工作台的转换开关SA3转到“接通”位置时,两个进给手柄可能压下微动开关SQ1或SQ2、SQ3或SQ4的四个常闭触点SQ1-2、SQ2-2、SQ3-2或SQ4-2。如果有一个进给操纵手柄不在零位,则因开关常闭触点的断开而接触器KM2不能吸合,进给电动机M3不能转动,圆工作台也就不能转动。只有两个操纵手柄恢复到零位,进给电动机M3方可旋转,圆工作台方可转动。 利用定时器与计数器设计一PLC控制的长延时电路 利用定时器与计数器设计一PLC控制的长延时电路(1000秒)。 如图1所示为定时器与计数器控制的梯形图。 图中,X001是定时器的定时条件,当条件满足时,定时器T1开始定时,10秒后定时器线圈输出,同时定时器T1复位、计数器C1开始计数一次。利用定时器的常闭触点,使定时器T1每隔10秒产生一个计数脉冲,当计满100次后,计数器C1线圈输出,将输出继电器Y000置“1”。X002为计数器C1的复位条件。只要复位条件满足,不管计数是否计满,随时都可以使计数器复位,体现复位优先原则。 程序清单: LD X001 ANI T1 OUT T1 K 100 LD T1 OUT C1 K 100 LD C1 OUT Y000 LD X002 RST C1 END 如图1所示是二分频电路的梯形图和时序图。 待分频的脉冲信号加在X000端,设M101和Y000的初始状态为“0”。当个脉冲信号的上升沿到来时,M101产生一个单脉冲(如图所示),Y000被置“1”,当M101置“0”时,Y000仍保持置“1”;当第二个脉冲信号的上升沿到来时,M101又产生一个单脉冲(如图所示),M101常闭触点断开,使Y000由“1”变“0”,当M101置“0”时,Y000仍保持置“0”直到第三个脉冲到来。当第三个脉冲到来时,重复上述过程。由此可见,X000每送两个脉冲,Y000产生一个脉冲,完成对输入信号的二分频。 程序清单: LD X000 PLS M101 LD M101 ANI Y000 LDI M101 AND Y000 OUT Y000 END 图1 分频电路梯形图及时序图
