提高制品的直线度,适用于长规格各种截面形状罐。为上调式对称式三辊卷板机,可将金属板材卷成圆形、弧形和一定范围内的锥形工件,本机种两下辊为主动辊,上辊为从动辊。它广泛使用于造船、锅炉、航空、水电、化工、金属结构及机械制造行业。适合用于金属板材的弯曲变形,可卷制圆形,弧形和一定范围内的锥形工件,并有板材端部预弯功能,本机型两个下辊为主动辊可水平移动,上辊为从动辊可上下移动,移动方式有机械式和液压式,传动轴均采用万向连轴器连接。S350系列是新一代高性能矢量变频器,1)采用高速电机控制芯片DSP,确保矢量控制快速响应。2)内置国际标准的MODBUSRTUASCII通讯协议,用户可通过PC/PLC控制上位机等实现变频器485通讯组网集中控制。
3)结构采用独立风道设计,风扇可自由拆卸,散热性好。4)强大的输入输出多功能可编程端子,调速脉冲输入,两路模拟量输出。5)的"挖土机"自适应控制特性,对运行期间电机转矩上限自动限制,有效抑制过流频繁跳闸。6)宽电压输入,输出电压自动稳压(AVR),瞬间掉电不停机,适应能力更强。7)硬件电路模块化设计,确保电路稳定高效运行。8)结合欧洲汽车设计理念,线条流畅,外形美观。9)内置*的PID算法,响应快、适应性强、调试简单;16段速控制,简易PLC实现定时、定速、定向等多功能逻辑控制,多种灵活的控制方式以满足各种不同复杂工况要求。10)无PG矢量控制、有PG矢量控制、转矩控制、V/F控制均可选。
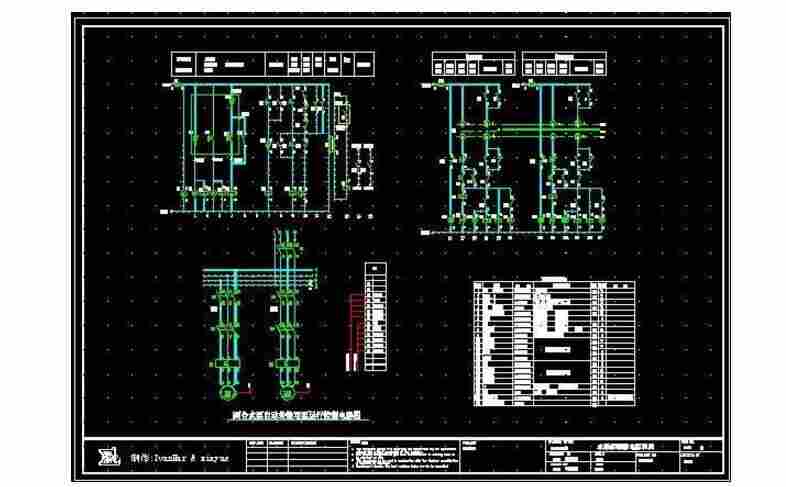
板材自动送料技术是专门用于解决卷板机在板材卷制时的上料问题,因此,必须充分满足卷板机上料动作的基本要求,同时具备以下特点。(1)自动中心对正。板材的卷制成形主要是由卷板机的辊轮作用完成。当板材进入卷板机时,必须保证板材前端边缘同时与辊轮外周接触,这样卷制的零件精度高、质量高。自动送料设备的板材自动中心对正操作主要由伺服电机驱动中心对中杆来完成。随后推料装置将板材到卷板机的进料处,等待板材卷制。(2)柔性化。考虑到板材形状的特殊性,主要利用真空吸盘拾取装置进行板材搬运。卷板机可以卷制不同规格尺寸的板材,因此,自动送料设备的真空吸盘拾取装置中的吸盘位置需要具有适当调节功能以适用于多种规格尺寸的板材搬运。
(3)搬运过程快速性与平稳性。为了满足卷板机的工作节拍和搬运过程的安全性,自动送料的板材搬运过程要有较好的快速性和平稳性,防止搬运过程中发生过冲、振动等现象。卷板机自动送料设备主要由板料小车、执行机构、板料传输机构和辅助机构等组成。板料小车用于放置待卷制板材。执行机构主要作用是将板料小车上的待卷制板材搬运到进料平台上,板材的搬运操作主要运用到直角坐标式机械手和真空吸盘拾取装置。在工业自动化系统中,经常需要对工件进行拾取、搬运等操作,真空吸盘作为吸盘式机械手得以广泛应用。直角坐标式机械手的传动方式主要有机械传动(齿轮齿条传动、同步带传动、滚珠丝杠传动)、直线电机传动和气压传动等。板料传输机构主要用于传送待卷制板料。
常见有滚轮轴传输和万向球传输。辅助机构主要作用是提高板材卷制精度,常见辅助机构有板料中心对正装置、装置及位移检测装置等。卷板机必须有专人负责管理。操作人员必须熟悉卷板机的结构性能和使用方法,经负责管理人员同意后,方可进行操作。开机前要仔细检查安全装置是否完好。操作时,严禁手、脚放在滚轴和传动部件及工件上。工作中断后,应将离合器打至空档。多人协同作业必须要有专人指挥。严禁负荷工作。上辊的升降翻转轴承的倾倒复位及上辊的平衡,须在主传动停机后进行。工作场地禁止乱堆工件及杂物,做到时刻保持机床及场地清洁。作业完毕,应切断电源,并锁好电源箱。通常机械设备的作业效率和故障率与操作人员之间的关系是非常密切的。
作为危险设备的操作人员来说,应该多了解一些相关知识才能有效的避免一些因为操作人员的误操作或者是意外发生。下面让我们一起来了解卷板机操作细节安全要求。首先是操作人员在操作之前要对作业的环境周围整理好,保持一个良好的操作环境,同时操作人员的穿着一定要整洁,避免在作业的过衣服角等卷入轧辊内,在工作的过程中一定要注意操作人员只能站在工件的两侧才是*合理的位置。如果在操作的过程中,要进行调整测量尺寸圆度的话,那么就一定要停机操作,禁止在作业的过程中操作。加工件到*的时候要留一定的余量。测量尺寸圆度的过程时禁止操作人员站在已滚好的圆筒进行,同时禁止在需要加工的工件上站人。对于一些加工较难的工件:如,较厚。

或者是直径较大,原材料硬度或强度较高等,都应该通过少量的作业同时要经过多次才能将工作做成要达成的效果。对于一些工件直径较小的,应该放在轧辊中间滚卷进行作业。根据机器润滑示意图中规定,按要求对各油杯润滑和人工润滑点进行加油。按卷板机规定的参数进行卷板,卷板厚度20mm,*长度2500mm,卷板材料的屈服极限小于250Mpa。接通电源后,进行下辊正反两个方向和上辊升降运动,检查各运动有无不正常的卡死现象。严格按卷板加工程序和操作方法进行操作,在上辊升降到极限位置时,要十分注意设备的安全运行。当主传动停机后,方可进行上辊的升降,翻转轴承的倾倒复位和上辊的。在运行过程中,若发现有不规则的噪音、冲击等不正常现象。
应立即停机检查。操作中各人员要互相协调,听从卷板负责人的指挥,没有口令,禁止开动机器。进行卷板操作时应十分注意手被钢板压住和钢板一起卷进。用行车起吊钢板或卷筒时,注意不要和机器发生碰撞。卷板结束后,做到完工料尽场地清,并做好设备的维护保养工作,及时关闭电源。1.对卷板机组件进行清理,4.装配过程中要严格按照设计图来进行转配在尺寸、规格等方面要严格把关。JB/T卷板机精度。JB/T弯管机、三辊卷板机噪声极限。JB/T锻压机械通用技术条件。GB/T锻压机械安全技术条件。GB/T液压系统通用技术条件。JB/T工程机械机械加工件通用技术条件。JB/T装配通用技术条件。JB/T工程机械涂装通用技术条件。
GB机械安全急停设计原则。不管是使用卷板机的任何一个大小企业或类似卷板机厂家的工厂这种设备都必须要以防在加工出现的泄露以及灰尘的落入都必须要安装有密封装置。卷板机液压系统中起着密封作用的元件,即密封件,卷板机液压系统中的密封件是用来防止流体或固体微粒从相邻结合面间泄漏以及防止外界杂质如灰尘与水分等侵入机器设备内部的零部件的材料或零件,卷板机液压系统中的密封件外漏会造成工作介质的浪费,污染机器和环境,甚至引起机械操作失灵及设备人身。卷板机液压系统中的密封件工作的可靠性和使用寿命是衡量液压系统好坏的一个重要指标。除间隙密封外,都是利用密封件,使相邻两个偶合表面间的间隙控制在需要密封的液体能通过的*小间隙以下。