 分别采用了不同预定型参数和注射工艺参数成型了VARI工艺平板,并研究了各个工艺参数对复合材料平板厚度(纤维体积含量)的影响规律。研究结果表明,适当增加树脂过注和过抽时间,提高纤维预定型压力,并降低树脂注射粘度,可增加纤维的重排时间,减少树脂对真空成型压力抵消,从而提高纤维的排列密实程度,达到提高平板纤维体积含量的效果。采用VARI工艺成型的复合材料平板纤维体积含量可至57.1%。
分别采用了不同预定型参数和注射工艺参数成型了VARI工艺平板,并研究了各个工艺参数对复合材料平板厚度(纤维体积含量)的影响规律。研究结果表明,适当增加树脂过注和过抽时间,提高纤维预定型压力,并降低树脂注射粘度,可增加纤维的重排时间,减少树脂对真空成型压力抵消,从而提高纤维的排列密实程度,达到提高平板纤维体积含量的效果。采用VARI工艺成型的复合材料平板纤维体积含量可至57.1%。
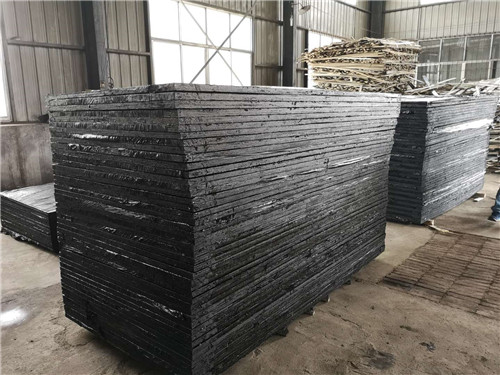
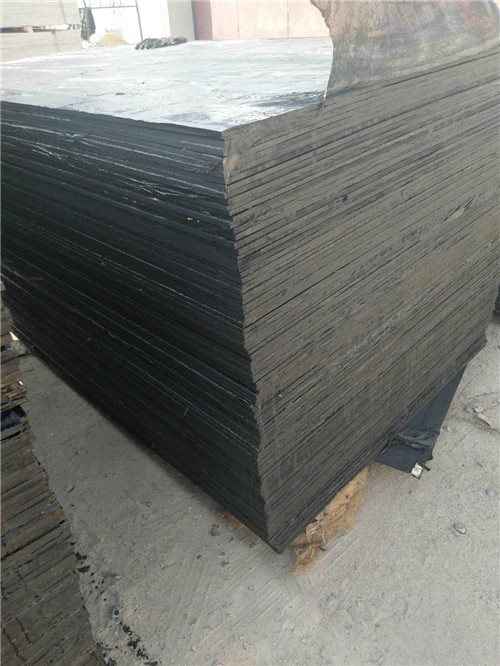
1、将杉木按照设计要求,制成相应规格的木板;
2、成型后阴干,控制水份达到要求,一般少于3%-5%;
3、在沥青池中,将板材用沥青浸泡;
4、或用沥青满布涮涂而成,一般需2-3遍。

注意事项:
1、伸缩缝所用的“沥青杉木板”应该把该渠道的砼断面全部断开。
2、中间采用的严格说不应叫止水,而是缝隙填充,光凭沥青杉板解决不了止水问题,应配止水橡皮或紫铜片等才能起到止水作用。
3、应用沥青杉板夹住止水
洛阳乳化沥青木丝板——洛阳鑫乔集团树脂基复合材料成型过程中经常使用辅助材料来改善产品的质量、优化工艺过程,其中硅橡胶作为辅助加压材料,被大量应用于复合材料的固化炉、热压罐成型工艺中。硅橡胶具备高可塑性、耐温性等优点,在固化过程中能够稳定地对产品施加压力,保证产品表面及内部质量。通过对硅橡胶热膨胀加压及辅助传压等不同成型工艺过程的比较,进行了硅橡胶热膨胀加压工艺间隙的理论分析,系统地阐述了硅橡胶辅助加压工艺的实现过程,提出了温度、硅橡胶体积、模具间隙与固化压力之间的关系。
