太康县量具工具检测单位+联系方式
无线电仪器校准:示波器、调制度分析仪、低频电子电压表、失真度仪、抖晃仪、音频分析仪、频谱分析仪、扫频信号发生器、函数信号发生器、高频信号发生器、频率计、音频阻抗测试仪、可变衰减器、电话机测试仪、匝比测试仪、电视信号发生器、脉冲信号发生器、线圈圈数测试仪、网络分析仪、手机综合测试仪、数字移动通信综合测试仪、射频阻抗/材料分析仪等。
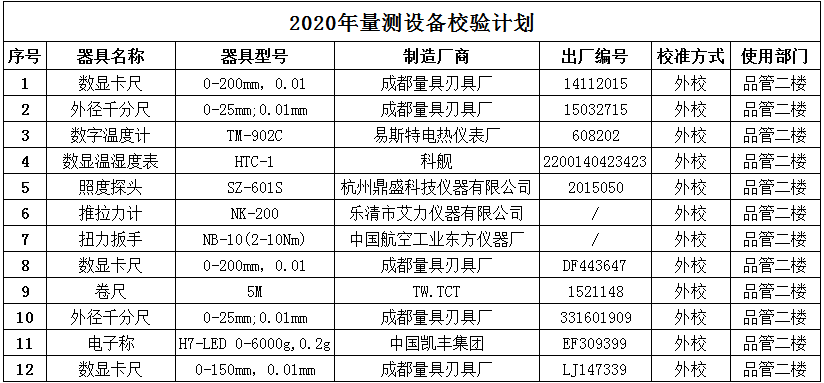
长度类仪器校准:卡尺、千分尺、钢直尺、角度尺、塞尺、测厚规、针规、塞规、环规、半径规、高度规、刮板细度计、码表、百分表、千分表、网筛、量块、大理石平台、平行平晶、水平仪、表面粗糙度仪、投影仪、3次元、工具显微镜、伸长率仪、膜厚计、码表、超声波测厚仪、锡膏厚度仪等

太康县量具工具检测单位图(1)
气体检测仪能够帮助我们的工作人员检查工作环境中的可燃有毒气体是否过标准值;同时也能够检测设备或者管道的可燃有毒气体是否发生泄漏,检测的浓度可以达到PPM级别甚至更低。
外观及功能性检查
1.检测外观及其他项目
检测外观是我们在购买了气体检测仪之后首先要做的,这是避免气体检测仪在运输或者在生产组装过程中出现的小问题,我们要检查气体检测仪的外观是否有瑕疵,裂纹或者损坏,检查整个气体检测仪部件结构是否完整。
同步检测是一项实用的技术,它可通过许多仪器仪表应用提取低于噪底的嵌入低电平信号。:测量非常小的电阻,测量在强背景光下光的吸收或反射,或者甚至在高噪声电平的情况下进行应变测量。当频率接近直流时,许多电气和物理系统都会有更高的噪声。,运算放大器有1/f的噪声,并且露天光学测量系统会受日光、白炽灯、荧光灯和其他光源造成的环境光照条件变化产生的噪声影响。如果可以使测量远离这些低频噪声源,则可以获得更高的信噪比并检测出弱得多的信号。
太康县量具工具检测单位图(2)
同时查看气体检测仪机身上的机器型号、标号、制造商名称、出厂时间这些和说明书或者厂家给的信息进行一一核对,确保准确,同时要核对这台气体检测仪的防爆标志、计量许可标志及编号等这些内容,必须齐全清楚,有些证件可以要求厂家提供。
下表所示是电源模块常用的一些关键元器件的降额参数要求:对于电源模块的应力设计,重点关注场效应管(MOS管)、二极管、变压器、功率电感、电解电容、限流电阻等。保证全电压范围内在稳态、瞬态、短路等各种极限条件下都能有足够的降额,以保障产品的可靠性。对于某Vds电压为100V的MOS管,作为电源模块的主功率开关管,实测其在输入电压下的各种状态(如~3所示),Vds=67.2V,降额因子0.672,满足Ⅰ级降额,余量很充足。
当我们把涡轮流量计与EVCs相接,会擦出怎样的火花?接入电子修正仪(EVCs)换算更随心天信涡轮流量计仅仅是对测量条件下的天然气进行计量,是工况体积量输出而非标况体积量输出,同时无法对数据进行存储.接入EVCs后,可将测量条件下的体积流量转换为在基准条件积流量的仪表,根据需要可被设置为压力温度修正(PT)和压力温度及压缩因子修正(PTZ)。同时可储存流量计状态、气体组分、温度、压力等相关数据,并生成日档案、月档案、周期记录档案、负载记录档案和事件记录档案等。

太康县量具工具检测单位图(3)
2.通电检查
气体检测仪工作是需要电源的,一般都是内置的电池进行供电,我们要打开开关,检查气体检测仪是否通电正常,有的气体检测仪是通过更换电池来让他继续工作的,有的气体检测仪则是配有充电器,对于配有充电器的气体检测仪我们要测试其充电器是否充电正常,在通电正常的情况下,我们要检查气体检测仪的显示屏幕是否显示正常。
3.检查仪器的声光报警是否正常
对于有声光报警信号的气体检测仪,因为是使用电池供电,当欠压显示时,应能发出与报警信号有明显区别的声或光指示信号。
在现代轧钢生产线中,为提高钢板组织性能,一般在精轧后采用快速冷却技术(ACC),热轧钢材轧后控制冷却能改善钢材组织,提高钢材性能,缩短热轧钢材的冷却时间,扫描式测温仪就是安装在ACC设备上方,能够实现即时温度测量,识别差异的动态冷、热点追踪,用于监测钢板冷却后温度的均匀性及板型轮廓。同时将测量参数反馈给ACC的二级系统,用于控制系统的自学调整,得到更好的钢板性能和板型控制。扫描式测温仪的设备组成扫描式测温仪主要包括三个大的部分:测温、处理器LPU和WCA软件。
正坡度正坡度曲线是指在整个轴线长度上,误差呈线性正递增。这种现象的产生有以下可能:材料热膨胀补偿系数不正确、材料温度测量不正确或者波长补偿不正确。俯仰和扭摆造成阿贝偏置误差、机床的线性误差。针对这些问题,可采取以下措施:检查EC10和传感器是否已连接并有反应,或者检查输入的手动环境数据是否正确;检查材料传感器是否正确以及输入的膨胀系数是否正确;使用角度光学镜组重新做一次测量,检查机床的俯仰和扭摆误差。
