压针方面
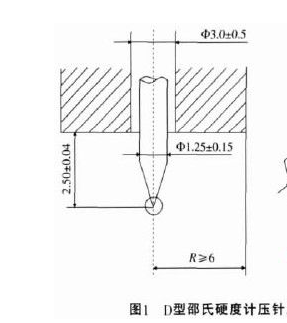
压 针 的 硬 度 直 接 影 响 对 硬 度 计 的 使 用 寿 命 ,邵氏A型、D型两种硬度计压针的硬度要求是相同的,都是不低于700HV,这显然是不合理的,因为A型硬度计的压阵端面直径为0.79mm,试验力为8.1N,700HV对于邵氏A型硬度计是足够的 ;对于邵氏D型硬度计,由于压针顶端球面半径很小(见图1),仅为(0.1±0.012)mm,而试验力达44.5N,通过对已经磨损的压针进行硬度测量的结果表明,700HV的规定是远远不够的,压针顶端球面非常容易磨损而差,这就造成了一个令人痛苦不堪的现象, 即使存在一个按照JJG304-1989判定为合格的邵氏D型硬度计, 且压针硬度也满足该规程700HV的要求, 如果按照JJG304-1989一遍后,压针顶端球面也将变形报废。
另外,标准规定只有在使用邵氏A型硬度计得到指示值出90度时, 才使用邵氏D型硬度计进行测量,这时被测样品的硬度已经高过硬度橡胶或者塑料,使邵氏D型硬度计压针顶端容易磨损压头弯曲或变形而不合格,磨损不仅使压针顶端的球面变成平面,压针的伸出也变短,对硬度计的示值有很大的影响,从而使D型邵氏硬度计的使用寿命缩短。
所以,如果压针硬度不足,无论是使用硬度计还是硬度计,都存在一定程度的破坏,造成D型邵氏硬度计按JJG304-1989合格率非常低, 且压针顶端球面磨损是不能修复的,硬度计只能报废。在一段时间里,为了避免因D型硬度计而带来的麻烦,许多计量部门和校准单位都停止了D型硬度计的、 校准工作,给使用部门造成了许多不便,而有的计量技术机构认为压针几何尺寸的结果反正都不合格,就只试验力而不压针几何尺寸,但这明显不行,因为压针的磨损对硬度计的准确度影响非常大。 在JJG304-2003修订的过程中,由于这些问题还没有研究清楚,所以该版本只包含了A型邵氏硬度计而没有包含D型邵氏硬度计。
鉴于D型邵氏硬度计压针硬度问题,我们开展了深入的研究。 表1结果表明,如果压针硬度达到1500HV,将可有效提高硬度计的使用寿命。
硬度计的压针垂直与平面钢块相接触, 在连续加压至硬度计的压足平面与钢块平面紧密贴合后,压针不得产生明显的塑性形变。并建议压针的硬度不低于1500HV。 D型硬度计压针硬度的大幅度提高也在一定程度上提高了对硬度计的质量要求。D型硬度计压针的硬度提高到不低于1500HV, 对硬度计制造厂家而言,只要选择合适的材料和工艺,是完全可以达到的。
另外, 为了避免过程可能对压针的损伤,JJG1039-2008规定试验力过程时,测力仪器上应附加约10mm×8mm的黄铜垫块,或具有一定凹形几何形状的垫块,以使压针顶端受到一定程度的保护。
