西门子S7-3002A电源
信誉,客户至上是公司成立之初所确立的宗旨,在公司领导的严格要求和员工们不折不扣地贯彻执行下发展延续至今。“罚十”一直是我公司的主动。售后;严格按照西门子质保及售后服务条款,客户使用无忧;作为系统集成商,拥有西门子优惠折扣价格,全新原装,质量保证,保修一年价格合理

企业在线: 8-50-111-590
公司主营:西门子软件 西门子触摸屏 西门子网卡 西门子电缆 西门子数据插头 数控系统,S7-200PLC S7-300PLC S7-400PLC S7-1200PLC 6ES5 ET200 人机界面,变频器,DP总线,MM420 变频器MM430 变频器MM440 6SE70交流工程调速变频器6RA70直流调速装置 SI电源,电线电缆,数控备件,伺服电机等工控产品.
PLC从结构上可分为哪2种形式?
1)整体式——主机 +(叠装式)扩展单元
2)模块式——机架 +(插装式)扩展单元
(插装式)模块是遵守同一总线协议的电路板。
[电源块、CPU块、I/0块]等都插装在[机架]上。
SFC图英文缩写是Sequential Function Chart,SFC的意思是顺序功能图,类似于计算机编程的流程图。
SFC图的3种基本结构
图1. 剥好一端的PROFIBUS电缆与快速剥线器(FCS,订货号6GK1905-6AA00)。
B. 打开PROFIBUS网络连接器。首先打开电缆张力释放压块,然后掀开芯线锁。

图2. 打开的PROFIBUS连接器
C. 去除PROFIBUS电缆芯线外的保护层,将芯线按照相应的颜色标记插入芯线锁,再把锁块用力压下,使内部导体接触。应注意使电缆剥出的屏蔽层与屏蔽连接压片接触。

图3. 插入电缆
 由于通信频率比较高,因此通信电缆采用双端接地。电缆两头都要连接屏蔽层。
由于通信频率比较高,因此通信电缆采用双端接地。电缆两头都要连接屏蔽层。
D. 复位电缆压块,拧紧螺丝,消除外部拉力对内部连接的影响。
5.2 网络连接器
网络连接器主要分为两种类型:带和不带编程口的。不带编程口的插头用于一般联网,带编程口的插头可以在联网的同时仍然提供一个编程连接端口,用于编程或者连接HMI等。

图4. 左侧为不带编程口的网络连接器(订货号:6ES7 972-0BA52-0xA0)
右侧的是带编程口的网络连接器(订货号:6ES7 972-0BB52-0xA0)
5.3 线型网络结构
通过PROFIBUS电缆连接网络插头,构成总线型网络结构。
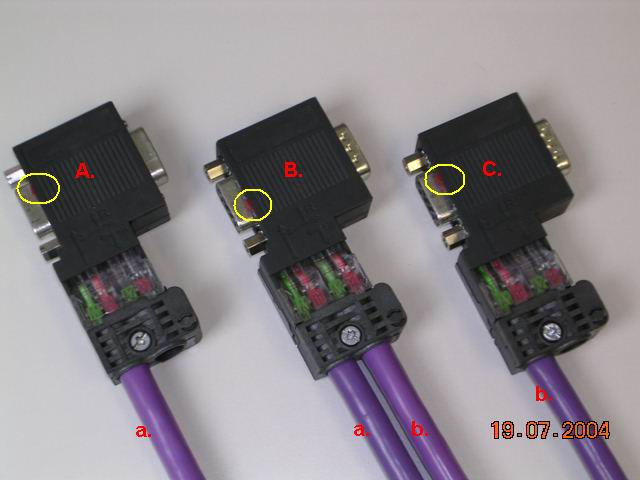
图5. 总线型网络连接
在上图中,网络连接器A、B、C分别插到三个通信站点的通信口上;电缆a把插头A和B连接起来,电缆b连接插头B和C。线型结构可以照此扩展。
注意圆圈内的"终端电阻"开关设置。网络终端的插头,其终端电阻开关必须放在"ON"的位置;中间站点的插头其终端电阻开关应放在"OFF"位置。
5.4 终端电阻和偏置电阻
一个正规的RS-485网络使用终端电阻和偏置电阻。在网络连接线非常短、临时或实验室测试时也可以不使用终端和偏置电阻。
终端电阻:在线型网络两端(相距远的两个通信端口上),并联在一对通信线上的电阻。根据传输线理论,终端电阻可以吸收网络上的反射波,有效地增强信号强度。两个终端电阻并联后的值应当基本等于传输线在通信频率上的特性阻抗 偏置电阻:偏置电阻用于在电气情况复杂时确保A、B信号的相对关系,保证"0"、"1"信号的可靠性
 西门子的PROFIBUS网络连接器已经内置了终端和偏置电阻,通过一个开关方便地接通或断开。终端和偏置电阻的值完全符合西门子通信端口和PROFIBUS电缆的要求。
西门子的PROFIBUS网络连接器已经内置了终端和偏置电阻,通过一个开关方便地接通或断开。终端和偏置电阻的值完全符合西门子通信端口和PROFIBUS电缆的要求。
合上网络中网络插头的终端电阻开关,可以非常方便地切断插头后面的部分网络的信号传输。
与其他设备通信时(采用PROFIBUS电缆),对方的通信端口可能不是D-SUB9针型的,或者引脚定义完全不同。如西门子的MM4x0变频器,RS-485通信口采用端子接线形式,这种情况下需要另外连接终端电阻,西门子可以提供一个比较规整的外接电阻。对于其他设备,可以参照《S7-200系统手册》上的技术数据制作。
西门子网络插头中的终端电阻、偏置电阻的大小与西门子PROFIBUS电缆的特性阻抗相匹配,强烈建议用户配套使用西门子的PROFIBUS电缆和网络插头。可以避免许多麻烦。
记住联网的格言:你糊弄它,它就糊弄你!
插头与终端电阻在Profibus通讯中有着非常重要的作用,它们使用起来非常简单,没有很多复杂的设置;但是正是由于使用简单,使得很多工程师在使用当中忽略了一些细节,导致很多通讯问题。
1 Profibus插头的结构与简单用法

图1Profibus插头结构
这是常见的Profibus插头,如果我们有A、B两个站点要做Profibus通讯,应该如何连接插头呢?因为总线上只有两个站,显然终端电阻都要打到ON位置。那么插头上的接线是否要一进一出呢。

图2 两个DP站点的连接
正确的做法是两个插头都连接进线端。因为终端电阻与插头的出线端是2选1的。终端电阻打ON,进线端连接终端电阻,断开与出线端的连接;终端电阻打OFF,进线端断开与终端电阻的连接,连接出线端。
2常见的Profibus总线连接

图3 主站在总线一端点
图3所示的是一般的Profibus总线连接方法,主站位于总线的一端,终端电阻打ON。
然后依次连接后面的站点,中间的站点终端电阻打OFF,后面的站点终端电阻打ON。

图4 主站在总线中间
有时候由于现场设备分布的原因,主站也可以安装在Profibus总线的中间,具体做法如图4所示。
终端电阻打ON的设备不能断电,如图5所示Profibus插头上除了220欧的终端电阻以外还有两个390欧的偏置电阻,并且偏置电阻上必须连接电源。

图5 终端电阻和偏置电阻
■ DP/DP 耦合器
■ 中继器
■ 总线连接插头
除了电信号网络 (RS485) 之外还有
用于 PROFIBUS PA 的电信号网络
6XV1830-0EH10【技术指标】
1、实心裸铜线导体,2芯并合成对,芯线红绿二色。
2、铝箔、裸金属丝编织双层屏蔽,PVC外护套,阻燃,外观紫色。
3、符合VDE 0472标准;B类试验(IEC332.1)。
4、带米标识,分100米、200米、300米包装,500米、1000米木轮包装。
5、工作参数:单线传输**规格:1000m,加中继器可延长至10000m
西门子PROFIBUS-DP总线电缆6XV1830-0EH10其它介绍:
1.借助于其双屏蔽层,尤其适用于安装在易受电磁干扰的工业环境中
2.通过总线终端的接地触点的外包层,可实现接地的连续性
3.按米销售
4.当连接各站时,应确保数据线不要拧,系统在高电磁发射环境(如汽车制造业)下运行应使用带屛蔽的电缆,屏蔽可提高电磁兼容性(EMC)。
5.如用屏蔽编织线和屏蔽箔,应在两端与保护接地连接,并通过尽可能的大面积屏蔽接线来复盖,以保持良好的传导性。另外建议数据线必须与高压线隔离。
6.过500Kbit/s的数据传输速率时应避免使用短截线段,应使用市场上现有的插头可使数据输入和输出电缆直接与插头连接,而且总线插头可在任何时候接通或断开而并不中断其它站的数据通信。
西门子电线电缆

1、根据现场设备是否具备PROFIBUS接口可分为三种形式(1)总线接口型:现场设备不具备PROFIBUS接口,采用分散式I/O作为总线接口与现设连接。这种形式在应用现场总线技术初期容易推广。如果现场设备能分组,组内设备相对集中,这种模式会更好地发挥现场总线技术的优点。(2)一总线型:现场设备都具备PROFIBUS接口。这是一种理想情况。可使用现场总线技术,实现完全的分布式结构,可充分获得这一技术所带来的益。新建项目若能具有这种条件,就目前来看,这种方案设备成本会较高。(3)混合型:现场设备部分具备PROFIBUS接口。这将是一种相当普遍情况。这时应采用PROFIBUS现场设备加分散式I/O混合使用的办法。无论是旧设备改造还是新建项目,希望全部使用具备PROFIBUS接口现场设备的合可能不多,分散式I/O可作为通用的现场总线接口,是一种灵活的集成方案。2、根据实际应用需要的几种结构类型根据实际需要及经费情况,通常如下几种结构类型:(1) 结构类型1:以PLC或控制器做一类主站,不设监控站,但调试阶段配置一台编程设备。这种结构类型,PLC或控制器完成线通信管理、从站数据读写、从站远程参数化工作。(2) 结构类型2:以PLC或控制器做一类主站,监控站通过串口与PLC一对一的连接。这种结构型,监控站不在PROFIBUS网上,不是二类主站,不能直接读取从站数据和完成远程参数化工作。监控站所需的从站数据只能从PLC控制器中读取结构类型3:以PLC或其它控制器做一类主站,监控站(二类主站)连接PROIBUS总线上。这种结构类型,监控站在PROFIBUS网上作为二类主站,完成远程编程、参数化及在线监控功能。(4) 结构类型4:使用 PC机加PROFIBUS网卡做一类主站,监控站与一类主站一体化。这是一个低成本方但PC机应选用具有高可靠性、能长时间连续运行的工业级PC机。对于这种结构类型,PC机故障将导致整个系统将瘫痪。另外,通信厂商通常只提供模板的驱动程序,总线控制、从站控制程序、监控程序可能要由用户开发,因此应用开发工作量可能会较大。(5) 结构类型5:坚固式PC机(COMOCT COMPUTER)+PROFIBUS网卡+SOFTPLC的结构形式。如果上述方案中PC机换成一台坚固式PC机(COMOPACT COMPUTER),系统可靠性大大增强,足以使用户信服。但这是一台监控站与一类主站一体化控制器工作站,要求它的软件完成如下功能:支持编程,包括主站应用程序的开发、编辑、调试。 执行应用程序。 主持设备图形监控画面设计、数据库建立等监控程序的开发、调试。设备在线图形监控、数据存储及统计、报表等功能近来出现一种称为SOFTPLC的软件产品,是将通用型PC机改造成一台由软件(软逻辑)实现的PLC。这种软件将PLC的编程(IEC1131)及应用程序行功能,和操作员监控站的图形监控开发、在线监控功能集成到一台坚固式PC机上,形成一个PLC与监控站一体的控制器工作站。(6) 结构类型6:用两级网络结构,这种方案充分考虑了未来扩展需要,比如要增加几条生产线即扩展出几条DP网络,车间监控要增加几个监控站等,都可以方便进行采用了两级网络结构形式,充分考虑了阴影部分的扩展余地。
西门子PROFIBUSDP通讯电缆简介: 西门子DP电缆6XV1830-0EH10 tlZ模具联盟网
Overview
-
用于不同应用区域的不同类型(例如,地下电缆、拖曳电缆、危险区域(Zone 1 和 Zone 2))
-
双层屏蔽,抗干扰性能好
-
阻燃总线连接电缆(不含卤素)。
-
由于电缆上印有以米表示的长度标记,因此易于确定长度
-
UL
内装型PLC的特点和结构
内装型PLC从属于CNC装置,PLC与CNC装置之间的信号传送在CNC装置内部即可实现。PLC与数控机床之间则通过CNC输入/输出接口电路实现信号传送(如图1所示)。
内装型PLC具有如下特点
(1)内装型PLC实际上是CNC装置带有的PLC功能。一般作为CNC装置的基本功能提供给用户。
(2)内装型PLC系统的硬件和软件整体结构十分紧凑,且PLC所具有的功能针对性强,技术指标合理、实用,尤其适用于单机数控设备的应用场合。
(3)内装型PLC可与CNC共用CPU,也可以单独使用一个CPU;硬件控制电路可与CNC装置的其他电路制作在同一块印刷电路板上,也可以单独制成一块附加电路板;内装型PLC一般不单独配置输人/输出接口电路,而是使用CNC系统本身的输入/输出电路;PLC所用电源由CNC装置提供,不需另备电源。
图6-1
图1 内装型PLC的CNC系统框图
(4)采用内装型PLC结构,CNC系统可以具有某些高级控制功能。如梯形图编辑和传送功能,在CNC内部直接处理大量信息等。
世界的CNC系统厂家在其生产的CNC产品中,大多开发了内装型PLC功能。
用PLC实现步进电机的直接控制
步进电机的可编程控制器直接控制,可使组合机床自动生产线控制系统的成本显著下降。文章介绍了用PLC控制步进电机驱动的数控滑台方法,伺服控制、驱动及接口以及步进电机PLC控制的软件逻辑。
1 概述
在组合机床自动线中,一般根据不同的加工精度要求设置三种滑台(1)液压滑台,用于切削量大,加工精度要求较低的粗加工工序中;(2)机械滑台,用于切削量中等,具有一定加工精度要求的半精加工工序中;(3)数控滑台,用于切削量小,加工精度要求很高的精加工工序中。可编程控制器(简称PLC)以其通用性强、可靠性高、指令系统简单、编程简便易学、易于掌握、体积小、维修工作少、现场接口安装方便等一系列优点,被广泛应用于工业自动控制中。特别是在组合机床自动生产线的控制及CNC机床的S、T、M功能控制更显示出其的性能。PLC控制的步进电机开环伺服机构应用于组合机床自动生产线上的数控滑台控制,可省去该单元的数控系统使该单元的控制系统成本降低70~90%,甚至只占用自动线控制单元PLC的3~5个I/O接口及<1KB的内存。特别是大型自动线中可以使控制系统的成本显著下降。
2 PLC控制的数控滑台结构
一般组合机床自动线中的数控滑台采用步进电机驱动的开环伺服机构。采用PLC控制的数控滑台由可编程控制器、环行脉冲分配器、步进电机驱动器、步进电机和伺服传动机构等部分组成,见图1。
图1
伺服传动机构中的齿轮Z1、Z2应该采取消隙措施,避免产生反向死区或使加工精度下降;而丝杠传动副则应该根据该单元的加工精度要求,确定是否选用滚珠丝杠副。采用滚珠丝杠副,具有传动效率高、系统刚度好、传动精度高、使用寿命长的优点,但成本较高且不能自锁。
3 数控滑台的PLC控制方法
数控滑台的控制因素主要有三个:
3.1 行程控制
一般液压滑台和机械滑台的行程控制是利用位置或压力传感器(行程开关/死挡铁)来实现;而数控滑台的行程则采用数字控制来实现。由数控滑台的结构可知,滑台的行程正比于步进电机的转角,因此只要控制步进电机的转角即可。由步进电机的工作原理和特性可知步进电机的转角正比于所输入的控制脉冲个数;因此可以根据伺服机构的位移量确定PLC输出的脉冲个数:
n= DL/d (1)
式中 DL——伺服机构的位移量(mm),d ——伺服机构的脉冲当量(mm/脉冲)
3.2 进给速度控制
伺服机构的进给速度取决于步进电机的转速,而步进电机的转速取决于输入的脉冲频率;因此可以根据该工序要求的进给速度,确定其PLC输出的脉冲频率:
f=Vf/60d (Hz) (2)
式中 Vf——伺服机构的进给速度(mm/min)
3.3 进给方向控制
进给方向控制即步进电机的转向控制。步进电机的转向可以通过改变步进电机各绕组的通电顺序来改变其转向;如三相步进电机通电顺序为A-AB-B-BC-C-CA-A…时步进电机正转;当绕组按A-AC-C-CB-B-BA-A…顺序通电时步进电机反转。因此可以通过PLC输出的方向控制信号改变硬件环行分配器的输出顺序来实现,或经编程改变输出脉冲的顺序来改变步进电机绕组的通电顺序实现。
4 PLC的软件控制逻辑
由滑台的PLC控制方法可知,应使步进电机的输入脉冲数和脉冲频率受到相应的控制。因此在控制软件上设置一个脉冲数和脉冲频率可控的脉冲信号发生器;对于频率较低的控制脉冲,可以利用PLC中的定时器构成,如图2所示。脉冲频率可以通过定时器的定时常数控制脉冲周期,脉冲数控制则可以设置一脉冲计数器C10。当脉冲数达到设定值时,计数器C10动作切断脉冲发生器回路,使其停止工作。伺服机构的步进电机无脉冲输入时便停止运转,伺服执行机构定位。当伺服执行机构的位移速度要求较高时,可以用PLC中的高速脉冲发生器。不同的PLC其高速脉冲的频率可达4000~6000Hz。对于自动线上的一般伺服机构,其速度可以得到充分满足。
图2
5 伺服控制、驱动及接口
5.1 步进电机控制系统的组成
步进电机的控制系统由可编程控制器、环行脉冲分配器和步进电机功率驱动器组成,其结构见图1。
控制系统中PLC用来产生控制脉冲;通过PLC编程输出一定数量的方波脉冲,控制步进电机的转角进而控制伺服机构的进给量;同时通过编程控制脉冲频率——既伺服机构的进给速度;环行脉冲分配器将可编程控制器输出的控制脉冲按步进电机的通电顺序分配到相应的绕组。PLC控制的步进电机可以采用软件环行分配器,也可以采用如图1所示的硬件环行分配器。采用软环占用的PLC资源较多,特别是步进电机绕组相数M>4时,对于大型生产线应该予以充分考虑。采用硬件环行分配器,虽然硬件结构稍微复杂些,但可以节省占用PLC的I/O口点数,目前市场有多种芯片可以选用。步进电机功率驱动器将PLC输出的控制脉冲放大到几十~上百伏特、几安~十几安的驱动能力。一般PLC的输出接口具有一定的驱动能力,而通常的晶体管直流输出接口的负载能力仅为十几~几十伏特、几十~几百毫安。但对于功率步进电机则要求几十~上百伏特、几安~十几安的驱动能力,因此应该采用驱动器对输出脉冲进行放大。
5.2 可编程控制器的接口
如伺服机构采用硬件环行分配器,则占用PLC的I/O口点数少于5点,一般仅为3点。其中I口占用一点,作为启动控制信号;O口占用2点,一点作为PLC的脉冲输出接口,接至伺服系统硬环的时钟脉冲输入端,另一点作为步进电机转向控制信号,接至硬环的相序分配控制端,如图3所示;伺服系统采用软件环行分配器时,其接口如图4。
6 应用实例与结论
将PLC控制的开环伺服机构用于某大型生产线的数控滑台,每个滑台仅占用4个I/O接口,节省了CNC控制系统,其脉冲当量为0.01~0.05mm,进给速度为Vf=3~15m/min,完全满足工艺要求和加工精度要求。

90°无编程口 6ES7972-0BA12-0A0 总线接头
90°带编程口 6ES7972-0BB12-0A0 总线接头
35°无编程口 6ES7972-0BA42-0A0 总线接头
35°带编程口 6ES7972-0BB42-0A0 总线接头
90°无编程口 6ES7972-0BA52-0A0 总线接头
90°带编程口 6ES7972-0BB52-0A0 总线接头
总线接头 6GK1500-0FC00
总线接头 6GK1500-0EA02 tlZ模具联盟网
西门子电缆一级代理商 西门子电缆代理商 西门子一级代理商 西门子DP电缆 西门子双芯电缆 西门子屏蔽电缆 西门子拖缆 西门子现场总线 我公司大量的销售西门子原装DP电缆,热烈欢迎广大客户询价, 我公司有的销售人员为广大的客户提供电缆参数及使用方法。 tlZ模具联盟网

西门子DP电缆常用的区域有,矿业,钢厂,现场通信,卫星发射通信,PLC模块通信,西门子DP电缆常合作的客户有,宝钢集团,鞍钢集团,内蒙古矿业有限公司等。 我公司曾一次性为酒泉发射卫星提供了18000米的通讯电缆。
原装西门子电缆线上海有卖 原装西门子电缆线北京有卖
原装西门子电缆线天津有卖 原装西门子电缆线重庆有卖
原装西门子电缆线江苏有卖 原装西门子电缆线浙江有卖
原装西门子电缆线山东有卖 原装西门子电缆线河北有卖
原装西门子电缆线河南有卖 原装西门子电缆线安徽有卖
原装西门子电缆线江西有卖 原装西门子电缆线广西有卖
原装西门子电缆线云南有卖 原装西门子电缆线贵州有卖
原装西门子电缆线湖南有卖 原装西门子电缆线湖北有卖
原装西门子电缆线陕西有卖 原装西门子电缆线山西有卖
原装西门子电缆线辽宁有卖 原装西门子电缆线吉林有卖
原装西门子电缆线新疆有卖 原装西门子电缆线甘肃有卖
原装西门子电缆线广东有卖 原装西门子电缆线海南有卖tlZ模具联盟网
原装西门子电缆线福建有卖 原装西门子电缆线青海有卖
原装西门子电缆线黑龙江有卖 原装西门子电缆线内蒙古有卖tlZ模具联盟网
【西门子电线电缆简介】tlZ模具联盟网
Overview
-
用于不同应用区域的不同类型(例如,地下电缆、拖曳电缆、危险区域(Zone 1 和 Zone 2))
-
双层屏蔽,抗干扰性能好
-
阻燃总线连接电缆(不含卤素)。
-
由于电缆上印有以米表示的长度标记,因此易于确定长度
-
UL
-
由于特殊的总线电缆,有很广的应用范围。
-
由于使用了双层屏蔽电缆和集成式接地技术,网络具有抗干扰功能。
-
采用 FastConnect (快速连接) 电缆,连接器连接简单又快速,从而节省了时间。
-
产品中不含硅硐,因此特别适用于汽车工业 (如上釉流水线)。
-

为了构建 PROFIBUS DP 网络,提供有不同类型的电缆,可满足不同类型应用的要求。一般地,应该使用所列出的电缆。有关网络组态的详细信息,请参见 PROFIBUS 网络手册。tlZ模具联盟网
UL tlZ模具联盟网
用于网络电缆的 UL 列表(安全标准)对于美国和加拿大市场尤为必需。根据电缆敷设在建筑物中位置来决定适当的要求。这适用所有电缆,这些电缆从一个机器敷设到一远程控制柜,位于电缆架上并保护着建筑物。通过 UL 的电缆在其名称后面附加字母“GP”(通用)。tlZ模具联盟网
ExtlZ模具联盟网
用于本质安全 PROFIBUS DP 应用的电缆在其名称后面附加字母“IS”(本质安全)tlZ模具联盟网
屏蔽的双绞电缆,圆形截面tlZ模具联盟网
所有 PROFIBUS 总线电缆的特点:tlZ模具联盟网
-
因为双屏蔽作用,这些电缆特别适合用于易受电磁干扰的工业环境中。
-
通过总线电缆外皮和总线端子上的接地端子,能实现系统范围内的接地方案。
-
印有以米表示的标记
电缆类型tlZ模具联盟网
全新的快速连接(FC)总线电缆为径向对称设计,可使用剥线工具。以此,可以快速、简便地安装总线接头。tlZ模具联盟网
-
PROFIBUS FC 标准电缆GP:
标准总线电缆专门为快速安装而设计的
-
PROFIBUS FC 标准电缆 IS GP:
具有特殊设计的标准总线电缆,用于快速安装本质安全分布式 I/O 系统
-
PROFIBUS FC 快速连接高强度电缆:
专门设计用于腐蚀环境和苛刻机械负荷条件
-
PROFIBUS FC 食用电缆:
该种电缆使用 PE 外套材料,因此适用于食品和烟草行业。
-
PROFIBUS FC 接地电缆:
于地下敷设。它不同于装备有附加外套的 PROFIBUS 总线电缆
-
PROFIBUS FC软电缆
柔性(绞合导线)、无卤素总线电缆,带聚氨酯护套,可偶然移动
-
PROFIBUS FC 拖缆:
于在拖缆中强制运动控制的总线电缆,例如在连续运动的机器部件中(绞合导线)
-
PROFIBUS FC FRNC 电缆:
双芯屏蔽,阻燃设计,无卤总线电缆,有一个共聚物外壳 FRNC(阻燃无腐蚀)
-

不采用快速连接技术的总线电缆(取决于结构类型)tlZ模具联盟网
-
PROFIBUS 彩色电缆:
软总线电缆(成束线),用于花彩线。
用于圆电缆,用于电缆运输车模式
-
PROFIBUS 扭转电缆
高度灵活用总线电缆:
用于移动机器部件的拖缆(绞线)
(在长 1 m电缆上能至少扭转 500 万次,± 180o)
-
PROFIBUS 混合电缆 GP:
适合拖曳的坚固混合电缆,带有两条用于数据传输的铜导线和两条用于 ET 200pro 的电源的铜导线
-
SIENOPYR FR 船用电缆
无卤素、抗踩压、阻燃、经过船级社的光纤电缆,可安装在船甲板及船舱内。按米销售
软件PLC的优缺点 PLC的分类
目前市场上的软PLC价格对于用户来说,极高。这归根是2个主要优点
一:由于软PLC具有开放的体系结构,用户不必拘泥于厂家限制,可以根据需求,合理选择硬件和软件,从长远的目光来看,是十分节约成本的;并且由于软PLC遵循许多工业标准,能节约人员培训费用。
软件PLC的主要缺点:
但目前软PLC技术尚有许多关键技术需要解决,设备的可靠性,即能够在高温、振动、温差大、多灰尘等。实时性,即能够对现场信号作出及时和确定性响应,以防出现不测后果。
当PLC运行时,CPU就要执行用户程序中的操作。但是CPU不可能同时执行多个操作,只能分时地一个操作一个操作地执行。PLC利用系统软件在其内部建立了输入输出映像区,当PLC的CPU执行用户程序时,从输入映像区中读取输入信号的状态,进行相应的操作。当CPU执行完个操作后,将操作结果输出到输出映像区,然后再执行第二个操作,操作结果送到输出映像区。在程序执行过程中,PLC并不读取输入信号的真正状态,执行结果也并没有输出到PLC外部。只有当程序执行到结束指令(END)时,将输出映像区中执行结果向PLC外部输出一次,将输入信号的状态读取一次送到输入映像区。对输入输出信号的这一操作过程称为I/O刷新。I/O刷新完成后,CPU再从用户程序的条指令开始,进行下一次程序执行。PLC的这种工作方式被称为扫描方式。
PLC的扫描周期包括上电后初始处理、共同处理、上位链接服务、外设服务、运算处理、I/O刷新。
设计PLC控制系统时应遵循的基本原则
任何一种控制系统都是为了实现被控对象的工艺要求,以提高生产效率和产品质量。因此,在设计PLC控制系统时,应遵循以下基本原则:
1. 大限度地满足被控对象的控制要求
充分发挥PLC的功能,大限度地满足被控对象的控制要求,是设计PLC控制系统的前提,这也是设计中重要的一条原则。这就要求设计人员在设计前就要深入现场进行调查研究,收集控制现场的资料,收集相关的国内、国外资料。同时要注意和现场的工程管理人员、工程技术人员、现场操作人员紧密配合,拟定控制方案,共同解决设计中的重点问题和疑难问题。
2. 保证PLC控制系统安全可靠
保证PLC控制系统能够长期安全、可靠、稳定运行,是设计控制系统的重要原则。这就要求设计者在系统设计、元器件选择、软件编程上要全面考虑,以确保控制系统安全可靠。例如:应该保证PLC程序不仅在正常条件下运行,而且在非正常情况下(如突然掉电再上电、按钮按错等),也能正常工作。
3. 力求简单、经济、使用及维修方便
一个新的控制工程固然能提高产品的质量和数量,带来巨大的经济效益和社会效益,但新工程的投入、技术的培训、设备的维护也将导致运行资金的增加。因此,在满足控制要求的前提下,一方面要注意不断地扩大工程的效益,另一方面也要注意不断地降低工程的成本。这就要求设计者不仅应该使控制系统简单、经济,而且要使控制系统的使用和维护方便、成本低,不宜盲目追求自动化和高指标。
4. 适应发展的需要
由于技术的不断发展,控制系统的要求也将会不断地提高,设计时要适当考虑到今后控制系统发展和完善的需要。这就要求在选择PLC、输入/输出模块、I/O点数和内存容量时,要适当留有裕量,以满足今后生产的发展和工艺的改进。
