6ES7374-2XH01-0AA0大量库存
联系人:钟经理
24小时销售热线 : 【微信同步】
在线QQ:26642661
每天自我检讨,品质自然更好。 内部审核定期做,系统维持不会错。 追求客户满意,是你我的责任。
有一分耕耘,就有一分收获。 建设,以质为根。 找方法才能,找借口只会失败。 强化竞争意识,营造团队精神。
西门子一级代理商(S7-200、S7-200CN、S7-300、S7-400、S7-1200S7-1500、ET200)
西门子数控系统代理商(808D数控系统、828D数控系统、848D数控系统、数控系统停产备件)
西门子触摸屏代理商(精致面板、多功能面板、SMART触摸屏)
西门子软启动器代理商(3RW30系列、3RW40系列、3RW44系列)
西门子直流调速装置代理商(6RA70系列、6RA70系列)
西门子工业以太网代理商(CP网卡、通讯电缆、网络接头、工业交换机)
西门子变频器代理商 西门子LOGO代理商 西门子DP电缆电线接头插头代理商

西门子S7-200 PLC在直流电源监控器中的应用
1 知道
直流电源设备是电力系统不可缺少的辅机设备。供给断路器分合闸用电,后备电池充电以及二次回路的仪器仪表等低压设备用电都采用直流电源。目前国内发电厂及变电站使用的直流电源设备已广泛采用高频整流模块为功率单元,为了对整个直流系统进行合理的实时监控、管理,本文设计了一种基于西门子s7-200plc[1]的高频直流监控器。其功能主要是实时采集直流系统的电压、电流及供电支路的开关状态等运行参数,并对数据进行分析处理,判断直流系统的运行工况,并根据pid控制理论进行实时运行控制和故障处理,并对蓄电池进行在线监测,为电力综合自动化控制系统提供安全、稳定、可靠的直流电源。
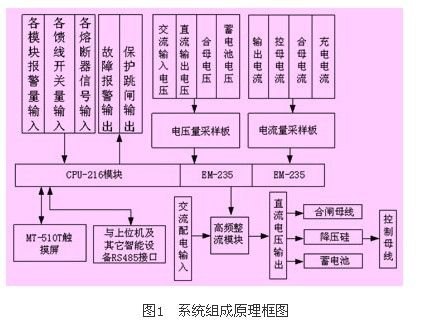
2 系统硬件组成及工作原理
系统硬件组成原理框图如图1所示。系统主要由高频直流监控器(以下简称监控器)、模拟量采样板、高频整流模块等组成。其中监控器是整个系统的核心部分,主要由西门子s7-216cpu配以em-235模拟量模块、台湾人机电子mt-510t触摸屏等组成。
3 程序设计
3.1 程序流程图设计
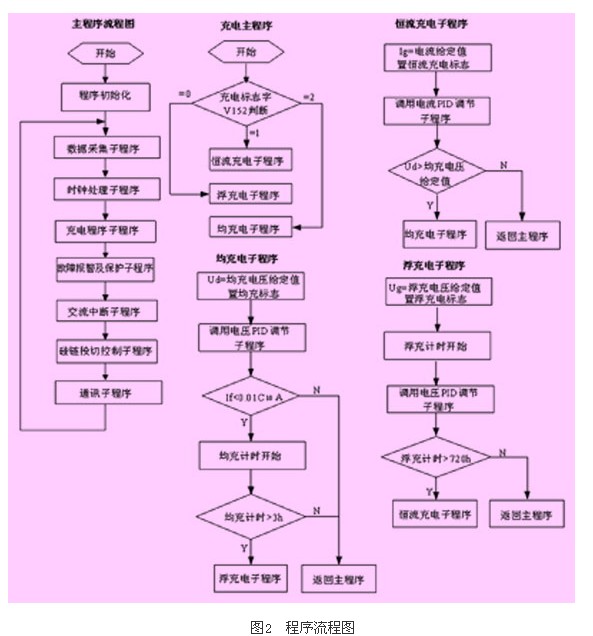
plc终端软件采用stl语言编写,程序设计采用模块化,功能化结构,便于维护、扩展。为提高终端的抗干扰能力,软件控制中采用了数字滤波、故障自检、控制口令等措施,保证控制操作的正确性和可靠性。装置plc主要程序流程如图2所示,主要由初始化程序、数据采集处理子程序、时钟处理子程序、充电转换子程序、故障报警及保护子程序、交流中断子程序、pid调节计算子程序、硅链投切控制子程序等组成。
 、
、
主程序始终处于循环运行状态,其中初始化程序主要完成系统的初始化,设定各寄存器、计数器、plc工作模式、定时器中断、通讯方式等参数初始值等。然后不断调用模拟量采集及处理子程序对系统数据进行实时采集;调用充电程序运行方式子程序决定监控器的运行方式;调用故障报警及保护子程序判断故障报警及保护继电器输出;调用时钟处理子程序对蓄电池充电程序各种运行时间累计;调用交流电中断子程序保证系统在交流中断后自动恢复;调用硅链投切子程序根据系统设置的控母电压定值对硅链进行自动投切控制;调用通讯子程序(中断方式)实现与上位机监控系统及其它智能设备通讯。
3.2 主要子程序原理
??(1)充电转换子程序:通过判断标志字v152的值来决定监控器的运行方式。当标志字为0时调用浮充电子程序;当标志字为1时调用恒流充电子程序;当标志字为2时调用均充电子程序。各充电子程序之间通过程序内部自动进行转换。系统初次上电后用0.1c10a给定恒流充电,电压达到整定值(2.30-2.40)v×n(n为单体电池节数)时,自动转为恒压均充电;当充电电流逐渐减小,达到0.01c10a时,plc开始计时,均充计时达3小时后,自动转为浮充电状态运行,充电电压为(2.23-2.28)v×n。正常运行浮充状态下每隔720小时,自动转入恒流充电状态运行,按阀控式密封铅酸蓄电池正常充电程序进行充电。
(2)交流电中断子程序:当电网事故停电,这时充电装置停止工作,蓄电池通过降压模块,无间断地向二次控制母线送电,同时监控器发出告警信号。交流电源中断过0.5小时以上,恢复送电运行时,plc控制充电装置自动进入恒流充电状态运行,按阀控式密封铅酸蓄电池正常充电程序进行充电。
(3)通讯子程序:接受命令采用中断处理,通过atch指令使中断事件8在接受不同特征命令下执行不同的程序。对串行通讯的时限制则通过内部定时中断来控制,其事件号为10,定时时间由smb34来确定。为减少通讯的误码,采用crc16校验措施[4]。
4 装置功能特点
检测高频整流模块的输出电流和故障状态:当模块有故障时,监控器发出声光报警信号,并重新均分整流模块负载;可本地或远端控制整流模块的开/关机、自动控制电池充电均浮充转换;可本地或远端连续设置整流模块的输出电压;监测各直流馈电输出的电压、电流,各馈电输出开关状态、熔断器状态、绝缘状态,当发生异常情况时发出声光报警;监测电池电压及充放电电流:当市电中断由蓄电池维持向负载供电时,如果电池电压降至低压告警值,监控模块发出声光报警;当市电恢复后监控系统可对电池进行自动均衡充电管理;提供硅链控制口,可支持5级、7级硅链自动控制;支持母线分段支路绝缘监测,绝缘阻值过低报警;采用原电力部颁标准通讯协议,rs232或rs485串行通讯接口,可方便的与电力自动化系统对接,实现电源系统的“遥信,遥测,遥控,遥调”四遥功能;监控器对重要故障信息提供继电器输出,故障内容可按用户需要自行设定;当监控器检测到输出过压、过流等保护信号时,保护继电器动作,跳高频模块交流输入空开,从而保护高频整流模块。
6ES7374-2XH01-0AA0大量库存6ES7374-2XH01-0AA0大量库存

一. 概述
在自动化控制领域中,相同功能有不同实现方式,针对不同的设备对精度和响应速度的要求,选用合适的定位控制系统以实现优的。本文介绍的一种应用西门子S7-300 PLC的高速计数模块ET200S和70系列变频器通过PROFIBUS总线通讯的功能来实现的定位控制的实际应用。
二. 控制思路
横移车是钢管生产线中不可缺少的辅机设备,它主要完成将前一工序生产的钢管搬运到下一工序,或有序地暂放在台架的每个工位上。随着对生产线自动化程度要求的日益提高,减轻操作人员的工作量和操作失误。要求对横移车实现全自动准确定位控制。
其控制核心就是利用装在横移车车轮上的编码器采集的位置信号,通过PLC的高速计数模块读取,CPU经过运算处理与设定位置作比较,控制变频器的多段速度,从而实现横移车的准确 定位控制。因为考虑到控制成本和操作方便,采用PROFIBUS总线控制方式,减少了布线,控制方便,灵活。
三.系统的构成和特点
1.PLC作为控制的核心,主要用来接收编码器的反馈信号,与设定的位置信号作比较,通过通讯功能来控制变频器的输出频率减小,提前减速,到位前低速运转,到位时准确停止。为了实现定位还设有零位置传感器,到零位时将计数器的计数值清零,消除累积误差,保证定位的准确,使横移车能平稳地放下和举起钢管。
由于放置主站CPU和变频器的控制柜与横移车比较远,在横移车上放置了远程I/O模块和高速计数器模块ET200S,通过PROFIBUS总线相连,将现场的传感器,编码器信号直接连接在远程I/O和计数模块上,减少了现场的走线和故障的发生,维护方便。通讯速率可过1.5M,整个系统的系统框图如1。
??
由于使用通讯功能,可以省去用于控制变频器的几个输出点,PLC的输出点也减少了。
2.高速计数器模块ET200S的控制系统中所选的编码器分辨率为2048P/R,轮径φ250,齿轮比3,可计算出脉冲精度:250×3.14/2048×3=0.127mm/脉。能完全满足横移车的准确定位精度。
定位过程如下:
首先设定好横移车运行的一个方向为正方向(加脉冲),当横移车向设定的位置运行时(工作运行速度),高速计数器自动进行加/减速计数,在距离设定位置300—400mm时,控制变频器的输出频率,以低速运行,在到达设定的位置时,停止变频器的输出,同时实施机械抱闸,完成了准确定位。
读取高数计数模块的程序段如下:
L PID 272 //模块开始地址,将计数器模块状态值存放到MD20~MD27
T MD 20 //当前计数值
L PID 276
T MD 24
L 123 //装载比较值
T MD 30
SET
= M 34.0 //打开软件门
A M 10.0 //使能传送比较值功能
= M35.2
L MD 30
T PQD 272
L MD 34
T PQD 276
在CPU进行硬件配置时,对挂在总线PROFIBUS 站点都分配了物理地址,PLC与变频器进行通讯也有相应的物理地址,CPU内部有通讯功能块SFC14,SFC15,使用内部的寄存器DB块存放数据,当PLC对变频器进行数据的写入和读出时,就需知道PLC和变频器定义的相关功能的地址,然后依据这些地址进行数据的写入和读出,才能实现对变频器的控制。
此控制系统变频器需设定的参数介绍如下:
??P60=1,P53=6,P554=3100,P571=3101
??P572=3102,P443=3002,P566=3107
??P734.1=32,,P734.2=148
??其它的参数可以按出厂默认值即可
四.结束语
通过这次的电气改进,现场布线减少,自动化程度提高了,人为参与减少了,加强了安全生产。生产效率有了很大的提高,通讯控制替代了硬接线的端子控制,不仅降低了成本,面且操作更方便,更优异。也证明了西门子PLC和变频器的通讯功能非常强大和好用。
5 结束语
本文利用西门子s7-200和人机电子mt-510t为核心组成高频直流监控器,充分利用了s7-200plc的各种智能功能,实现了智能化的管理、丰富的人机接口。目前,随着高频整流模块的智能化,现已实现整流模块与监控器的直接通讯,可由监控器直接将控制量下发到整流模块,减少了中间调节转换环节,可更快速、、可靠地完成对整流模块的实时监控。通过几十套的现场运行实践表明,该监控器功能强、可靠性高、维护量少、操作方便,同时可方便地通过通讯接入综合自动化系统,可为电力综合自动化系统提供安全、稳定、可靠的直流电源,有着显著的社会经济效益。


