西门子6ES7 322-1HF01-4AA1全新
西门子6ES7 322-1HF01-4AA1全新
湖南中乾盛泰电气设备有限公司 销售西门子工控产品, DP总线电缆接头、PLC系列.S7-200,S7-200CNC,S7-200SMART,S7-300,S7-400,S7-1200,S7-1500,软启动器,变频器,伺服电机,数控系统。
客户至上是公司成立之初所确立的宗旨,在公司的严格要求和员工们不折不扣地贯彻执行下发展延续至今。“罚十”一直是我公司的。
SIEMENS 湖南中乾盛泰电气设备有限公司
西门子6ES7 322-1HF01-4AA1全新
西门子6ES7 322-1HF01-4AA1全新
西门子以“迈向工业4.0之数字制造”为主题,携智能数控解决方案亮相“第九届数控机床展览会(CCMT2016)”,隆重展示了西门子为机床行业迈向工业4.0提供的数字化解决方案、数控系统与IT技术,以及机器人的高度集成。西门子()有限公司数字化工厂集团运动控制部机床数控经理许政顺表示,“数字化是提高生产力、效率与灵活性的关键。西门子将携智能数控解决方案与机床企业和终用户携手推进机床制造业的数字化进程,成就机床制造业的未来。”
此次展会上,西门子全新发布了SimoticsM-1PH1主轴电机和SinamicsV70Spindle主轴伺服驱动器,与现有Sinumerik808DADVANCED数控系统组成全数字化的数控系统解决方案。至此,西门子Sinumerik808D、828D、840Dsl全系列数控系统均已实现了全数字化,成为西门子此次展品的亮点。Sinumerik808D、828D、840Dsl全系列数控系统,涵盖与数控系统相配套的Sinamics驱动系列、Simotics电机系列、电主轴等系列产品。为全服务于机床用户,西门子产品组合已实现了全覆盖普及型机床和标准型机床控制方案、模块化**解决方案和高端工件生产的智能解决方案;尤其在航空**、电力、电子零件加工、汽车和教育等领域的应用格外吸引参观者的眼球。此外,西门子还特别展示了包括PLM产品生命周期管理软件、融资租赁、电柜集成、安全集成等增值服务解决方案,充分践行了西门子“迈向工业4.0之数字制造”的主旨。
西门子针对全系列数控系统推出了全新软硬件及应用。具有8.4″显示屏的全新硬件平台PPU161.3是西门子Sinumerik808D数控系统的又一亮点。西门子全新发布了SimoticsM-1PH1主轴电机和SinamicsV70Spindle主轴伺服驱动器,与现有Sinumerik808DADVANCED数控系统组成全数字化的数控系统解决方案;同台展出了功率范围为3.7~11kW、共7种SimoticsM-1PH1主轴电机与SinamicsV70Spindle主轴伺服驱动器的组合,其具备良好的动态特性,为高性能普及型车床和铣床的性能提升提供了解决方案,据悉,未来应用范围将进一步扩大。通过以太网接口,Sinumerik808D/808DADVANCED可以与西门子自动化产品相连接并进行自动化设备和工厂网络扩展,轻松实现生产自动化与数字化,助力产业升级。
Sinumerik828D系列推出15.6″智能大屏PPU290,支持多点触控实现全新智能操作体验。828DBASIC全新升级的10.4″显示屏支持人脸识别控制,轻松实现节能。全新USB接口的机床操作面板无需额外供电,功能升级版的软件SW4.7能够确保更优的加工效果。Sinumerik828DADVANCED在车削应用中可控制多达10+2轴,2个通道,实现高平衡车削以及工件双端加工。
SINUMERIK 808D 系统适用于经济型数控机床。借助于多种软件选件和高动态性伺服驱动系统,SINUMERIK 808D ADVANCED 系统为功能强大的普及型机床提供了较新数控解决方案。
德国西门子股份公司创立于1847年,是全球电子电气工程领域的领企业。西门子自1872年进入,140余年来以创新的技术、的解决方案和产品坚持不懈地对的发展提供全面支持,并以出众的品质和令人信赖的可靠性、领的技术成就、不懈的创新追求,确立了在市场的领地位。2014年(2013年10月1日至2014年9月30日),西门子在的营收达到64.4亿欧元,拥有过32000名员工。西门子已经发展成为社会和经济不可分割的一部分,并竭诚与携手合作,共同致力于实现可持续发展。

西门子股份公司(简称西门子)裁兼执行官凯飒(Joe Kaeser)与航天科工集团公司(简称航天科工)董事长高红卫在主席和德国理默克尔的见证下,在德国柏林签署了工业互联网与智能制造领域的战略合作协议,双方将基于工业云平台共同打造面向未来的工业生态系统。
西门子致力于电气化、自动化、数字化以及打造以云平台为基础的开放的物联网操作系统;近年来,航天科工倾力打造支持智能改造、协同制造、云制造过程实践的工业互联网云平台INDICS,致力于工业企业“信息互通、资源共享、能力协同、开放合作、互利共赢”。在2016年5月30日航天科工与西门子签署谅解备忘录后,双方联合成立了工作团队,形成了卓有成效的成果,为深化双方合作、提升合作层次奠定了坚实基础。基于“制造2025”和“德国工业4.0”的合作机遇,双方战略合作具有广泛前景。通过此次战略合作协议的签订,双方将在工业互联网与智能制造领域建立战略合作伙伴关系,发挥各自优势,打造面向未来的工业生态系统,合作开拓市场,为客户产业转型和升级提供价值。
“数字化和创新是经济发展的关键。西门子非常愿意发挥我们在工业数字化方面的优势,充分挖掘经济发展的巨大潜力,服务。”西门子股份公司裁兼执行官凯飒(Joe Kaeser)表示,“随着合作协议的签署,我们面向数字化时代,把西门子对的提升到一个新的高度。”
对于与西门子公司建立战略合作伙伴关系,航天科工高红卫董事长表示,西门子公司是全球智能制造企业,航天科工在云制造领域进行了大量创新实践,正在加快建立数据驱动型综合创新企业。希望双方以此次战略合作协议的签订为契机,共同信息经济时代潮流,共同打造智能制造和工业互联网生态体系,成为中、德务实合作的典范,为全球经济转型升级做出应有的贡献。
面向未来,双方将在更广泛的领域开展多平台、多层次、多领域的战略合作,探索实现中、德大型企业优势互补、合作共赢的新模式,为中、德及全球客户创造更大价值,为全球经济发展贡献力量。
西门子与政府在数字制造、创新和技术应用等领域开展合作
西门子与企业在工业互联网和智能制造领域建立战略合作伙伴关系
西门子与政府和企业签署合作协议,进一步开展合作,挖掘数字化潜力,为产业升级和转型提供支持。挥我们在工业数字化方面的优势,充分挖掘经济发展的巨大潜力,服务。”西门子股份公司裁兼执行官凯飒(Joe Kaeser)表示,“随着合作协议的签署,我们面向数字化时代,把西门子对过145年的提升到一个新的高度。”
西门子与和改革委员会在既有合作框架下进一步签署了在数字化技术创新和应用领域合作的谅解备忘录。西门子将响应“制造2025”战略和“互联网+”行动,积极与分享“数字化企业”技术和解决方案,支持的产业转型与升级。西门子还将着力在数字制造领域加大研发和人才培养上的投入,同时携手合作伙伴推动创新发展。双方合作的重点领域是深入探讨西门子基于云的开放式物联网操作系统MindSphere在城市管理和电网等领域的应用。此外,西门子还与航天科工集团公司签署了战略合作协议,双方将在工业互联网和智能制造领域加强合作。
西门子与的合作可以追溯至1872年,当时西门子向提供了首台指针式电报机。1985年10月,西门子与当时的人民机械工业部签署了全面合作备忘录,共同推进机械、电气工程和电子工业的发展,这是在改革开放之后签署的个类似的合作协议。西门子与发改委分别在2011年和2016年两次续签这一合作备忘录。
对于操作工人,操作要求非常简单,工人只需要扫描个条码告诉系统需要存取什么货物,然后再扫描第二个条码告诉系统是要出库还是入库系统将自动完成相关操作无需人工干预。

系统简介:
整个立体仓库的控制系统可分为三部分:监控计算机系统,中央控制器,堆垛机控制器。监控计算机负责存储货架上每个货位所对应的货物的型号,数量等信息的检索以及存储,中央控制器负责控制堆垛机以及提升系统动作完成货物的出库,入库操作。
监控计算机系统
采用DELL商用计算机,运行西门子WINCC组态软件,采用外挂模式运行一个条码扫描监控软件,由工艺人员在组态软件上设定货架的每个货位所要求摆放的吸盘的条码存储于监控计算机内,操作人员每次需要入库,出库吸盘时只需扫描相应的条码,按下出库,入库的按钮监控计算机将自动的判断该条码所对应的吸盘在货架的什么货位同时通知中央控制计算机完成出库入库操作。
中央控制器
为了节约空间以及安全考虑,货架的层没有堆放货物,堆垛机安装于货架的第二层之上,因此对于入库操作,工人通过叉车将货物托盘放置于提升机构上,由提升机构将货物提升到货架的第二层,同时堆垛机在第二层货物进出口处等待提升机构,然后从提升机构中取出货物按监控计算机系统的要求放置货物于的货位中。
堆垛机控制系统
由于堆垛机为一个活动部件可以在货架的X,Y,Z方向做任意的运动,进行货物的存取,因此堆垛机与中央控制器的数据交换将成为一个难点,为了解决这个难题,系统采用了PHOENIX公司提供的INTERBUS无线红外传输解决方案。在堆垛机的X轴方向上安装一个红外发射装置,在堆垛机上安装一个接收装置从而解决了上述矛盾,因此在无论堆垛机运行到什么为止都可以实时的与中央控制器进行数据传输。
在*一个实例中,SIMATIC S7-300 用于制造工艺中的创新性系统解决方案,特别是用于汽车工业,一般机械工程,特别是特殊机械制造和机器的连续生产 (OEM),以及塑料加工、包装行业、食品和饮料工业和加工工程
作为一种多用的自动化系统,S7-300 是那些需要灵活的设计以实现集中和本地组态的应用的理想解决方案。
对于由于环境条件限制需要特殊的坚固性的应用,我们可以提供SIPLUS 极端设备。
特别是在后期加工工艺上,S7-300 可以用于以下行业:
汽车工业
通用机械工程
特殊机器制造
系列机械工程,OEM
塑料加工

包装行业
食品和饮料工业
加工工程
快速计数/fairs,可以直接访问硬件计数器
简单定位,直接控制 MICROMASTER 频率静态变频器
带有集能块的 PID-Regulation
由于具有高处理速度,CPU 可以实现非常短的机器循环时间。
S7-300 系列 CPU 可以为各种应用提供合适的解决方案,客户只需为特定任务实际需要的性能付款
S7-300 建立在模块式的组态上,无需 I/O 模块的插槽规则
现有丰富的模块可用于集中组态和搭配 ET 200M 实现分布式组态。
集成的 PROFINET 接口可以实现控制器的简单网络化,与其它运行管理等级方便的进行数据交换
模块宽度窄,可以实现紧凑式的模块设计或者小型控制柜。
能够把强大的 CPU 与工业以太网/PROFINET 接口、集成的工艺功能或故障防护设计集成在一起,从而避免附加投资。
设计

S7-300 可以实现空间节省和模块式组态。除了模块,只需要一条 DIN 安装轨用于固定模块并把它们旋转到位。
西门子PLC代理,西门子授权代理商,湖南西门子代理,西门子湖南代理商,电机代理,湖南西门子PLC代理,湖南西门子一级代理,湖南西门子变频器代理,湖南西门子销售商,代理西门子电机,西门子代理 一级代理 西门子代理 ,西门子S7-300PLC,西门子s7-200plc ,S7-200PLC代理,PLC代理,西门子PLC,西门子PLC代理,,西门子代理,湖南西门子PLC代理,S7-200PLC代理,S7-300西门子PLC,plc模块,西门子plc编程线,plc编程电缆
西门子S7-300系列产品
6ES7 390-1AE80-0AA0 导轨(480mm)
6ES7 390-1AF30-0AA0 导轨(530mm)
6ES7 390-1AJ30-0AA0 导轨(830mm)
6ES7 390-1BC00-0AA0 导轨(2000mm)
6ES7 392-1AJ00-0AA0 20针前连接器
6ES7 392-1AM00-0AA0 40针前连接器
6ES7 392-1BM01-0AA0 弹簧行连接器

西门子PLCS7-300系列PLC安装及注意事项
西门子S7-300安装注意事项一)辅助电源功率较小,只能带动小功率的设备(光电传感器等);
西门子S7-300安装注意事项二)一般PLC均有一定数量的占有点数(即空地址接线端子),不要将线接上;
西门子S7-300安装注意事项三)PLC存在I/O响应延迟问题,尤其在快速响应设备中应加以注意。
西门子S7-300安装注意事项四)输出有继电器型,晶体管型(高速输出时宜选用),输出可直接带轻负载(LED指示灯等
S7-300 CPU312 CPU313/C CPU314/C-2DP CPU315-2DP/PN
CPU315T/CPU315F CPU317F/CPU317T CPU319
SM321 SM322 SM323 SM331 SM332 SM334 307电源
IM361 IM360 IM365 FM350 CP340 CP341 CP343 FM355
触摸屏:精彩系列面板:SAMRT700 SMART1000
按键面板:KP8 KP8F PP7/PP17
微型面板:TD200 TD200C TD400C OP73micro TP177micro
移动面板:MP177 MP277
精简面板: KP300 KTP400 KTP600单色 KTP600彩色 KPT1000 TP1500
精智面板: KP400comfort KTP400comfort TP700 comfort KP700 comfort KP900 TP900comfort KP1200 TP1200

PROFIBUS FC 标准电缆GP:
标准总线电缆专门为快速安装而设计的
PROFIBUS FC 标准电缆 IS GP:
具有特殊设计的标准总线电缆,用于快速安装本质安全分布式 I/O 系统
PROFIBUS FC 快速连接高强度电缆:
专门设计用于腐蚀环境和苛刻机械负荷条件
PROFIBUS FC 食用电缆:
该种电缆使用 PE 外套材料,因此适用于食品和烟草行业。
PROFIBUS FC 接地电缆:
于地下敷设。它不同于装备有附加外套的 PROFIBUS 总线电缆
PROFIBUS FC软电缆
柔性(绞合导线)、无卤素总线电缆,带聚氨酯护套,可偶然移动
PROFIBUS FC 拖缆:
于在拖缆中强制运动控制的总线电缆,例如在连续运动的机器部件中(绞合导线)
PROFIBUS FC FRNC 电缆:
双芯屏蔽,阻燃设计,无卤总线电缆,有一个共聚物外壳 FRNC(阻燃无腐蚀)
不采用快速连接技术的总线电缆(取决于结构类型)
-----------------------------------------------------------------------------
PROFIBUS 彩色电缆:
软总线电缆(成束线),用于花彩线。
用于圆电缆,用于电缆运输车模式
PROFIBUS 扭转电缆
高度灵活用总线电缆:
用于移动机器部件的拖缆(绞线)
(在长 1 m电缆上能至少扭转 500 万次,± 180o)
PROFIBUS 混合电缆 GP:
适合拖曳的坚固混合电缆,带有两条用于数据传输的铜导线和两条用于 ET 200pro 的电源的铜导线
SIENOPYR FR 船用电缆
无卤素、抗踩压、阻燃、经过船级社的光纤电缆,可安装在船甲板及船舱内。按米销售
------------------------------------------------------------------------------------------- 6XV1830-0EH10 PROFIBUSDP通
讯总线
6XV1830-0EH10 通讯电缆
西门子6XV1830-0EH10 PROFIBUSDP通讯电缆
6XV1830-0EH10 DP通讯线
6XV1830-0EH10 西门子PROFIBUSDP通讯总线
6XV1830-0EH10 西门子标准通讯线
西门子标准通讯线
6XV1830-3EH10 PROFIBUS 拖缆
6XV1830-3EH10 Profibus DP 软电缆
6XV1830-0EH10 profibus总线电缆
6XV1830-0EH10 Profibus DP 电缆
6XV1840-2AH10 四芯以太网总线电缆
6XV1830-3EH10 profibus总线电缆
6XV1830-5FH10 Profibus PA 电缆
6XV1850-0AH10 工业以太网电缆
---————————————
6GK1 611-0TA01-1DV0 MOBIC T8 V1.2
6XV1 850-0AH10 ITP标准工业以太网通讯电缆 (米)
6XV1 850-0BT10 ITP标准工业以太网电缆 (100米) 9/15
6XV1 850-0BN15 ITP标准工业以太网电缆 (15米) 9/15
6XV1 870-3QN10 TP转接软线RJ45/RJ45,10米
6XV1 850-0BH20 ITP标准工业以太网电缆 (2米) 9/15
6XV1 840-2AH10 FC标准工业以太网通讯电缆 (米)
6XV1 850-2LN10 TP转接软线15/RJ45,10米
6XV1 850-2GN10 TP转接软线RJ45/RJ45,10米
6XV1 850-2JN10 TP转接软线9/RJ45,10米
6XV1 850-2HN10 TP XP 转接软线RJ45/RJ45,10米
6GK1 901-1FC00-0AA0 FC引出插座RJ45

网络部件
38 6ES7972-0AA02-0XA0 12M PROFIBUS 中继器 IP20
39 6ES7972-0AB01-0XA0 12M PROFIBUS 诊断中继器
40 6ES7972-0DA00-0AA0 有源终端元件
41 6ES7972-4AA02-0XA0 电源导轨辅助装置
42 6GK1500-3AA10 光纤总线端子OBT
43 6GK1503-0AA00 红外线链接模块 ILM
44 6GK1503-3CA00 PROFIBUS OLM/P12 (1个RS485接口,两个BFOC)
45 6GK1503-2CB00 PROFIBUS OLM/G11 (1个RS485接口,两个BFOC)
46 6GK1503-3CB00 PROFIBUS OLM/G12 (1个RS485接口,四个BFOC)
47 6GK1503-3CC00 PROFIBUS OLM/G12-1300 (1个RS486接口,四个BFOC)
48 6ES7181-0AA01-0AA0 BT200 硬件测试装置
49 6ES7193-8MA00-0AA0 BT200 记录软件套装 Win95/98/NT
50 6ES7193-8LA00-0AA0 充电器 BT200 230V
51 6ES7193-8LB00-0AA0 充电器 BT200 110V
软件
52 6GK1704-5CW64-3AA0 SOFTNET S7 /2005
53 6GK1704-5DW64-3AA0 SOFTNET DP /2005
54 6GK1704-5SW64-3AA0 SOFTNET DP Slave /2005
55 6GK1713-5DB64-3AA0 DP-5613 /2005 网卡驱动程序
56 6GK1713-5FB64-3AA0 FMS-5613 /2005 网卡驱动程序
57 6GK1713-5CB64-3AA0 S7-5613 /2005 网卡驱动程序
工业以太网
网卡及电缆:
58 6GK1161-3AA01 CP1613网卡(以太网10M/100M自适应,PCI总线硬卡)
59 6GK1161-2AA01 CP1612网卡(以太网10M/100M自适应,PCI总线)
60 6GK1161-6AA00 CP1616网卡(32位,33/66M,4个接口,PCI总线)
61 6GK1151-2AA00 CP1512网卡(10M/100M以太网,PCMCIA笔记本用)
62 6GK1151-5AA00 CP1515网卡(11M无线以太网,PCMCIA笔记本用)
63 6GK1611-0TA01-1DV0 MOBIC T8 V1.2

64 6XV1850-0AH10 ITP标准工业以太网通讯电缆 (米)
65 6XV1850-0BT10 ITP标准工业以太网电缆 (100米) 9/15
66 6XV1850-0BN15 ITP标准工业以太网电缆 (15米) 9/15
67 6XV1870-3QN10 TP转接软线RJ45/RJ45,10米
68 6XV1850-0BH20 ITP标准工业以太网电缆 (2米) 9/15
69 6XV1840-2AH10 FC标准工业以太网通讯电缆 (米)
70 6XV1850-2LN10 TP转接软线15/RJ45,10米
71 6XV1850-2GN10 TP转接软线RJ45/RJ45,10米
72 6XV1850-2JN10 TP转接软线9/RJ45,10米
73 6XV1850-2HN10 TP XP 转接软线RJ45/RJ45,10米
74 6GK1901-1FC00-0AA0 FC引出插座RJ4


The SINUMERIK 808D Turning/SINUMERIK 808D ADVANCED T 数控系统满足了现代普及型车床的要求。智能数控功能(如全伺服控制刚性攻丝或在主轴和 C 轴之间快速切换)可实现具有极高精度和速度的车削应用。
SINUMERIK 808D Turning:
一个加工通道中多有 4 个轴/主轴
SINUMERIK 808D ADVANCED T:
一个加工通道(带/不带驱动刀具)中多有 5 个轴/主轴
预配置的系统软件用于实现全自动斜床身车床和半自动平车床

The SINUMERIK 808D Milling/SINUMERIK 808D ADVANCED M 数控系统满足现代普及型车床的要求。由于具有精优曲面 (Adanced Surface) 以及智能前瞻功能和动态块压缩功能,SINUMERIK 808D Milling/SINUMERIK 808D ADVANCED M 也非常适合模具加工应用。
SINUMERIK 808D数控系统在全球范围内进行销售和发货释放。

全新的数控系统SINUMERIK 808D在全球范围内进行销售和发货释放。基于操作面板的数控系统 SINUMERIK 808D 铣削版和 SINUMERIK 808D 车削版结构极其紧凑,坚固耐用并且非常容易维护。其强大的数控功能能够确保在很短的加工时间内实现**的工件加工精度。配合已上市的SINAMICS V60 CPM 60.1驱动器和1FL5伺服电机,SINUMERIK 808D可应用于普及型车削与铣削应用。控制系统通过脉冲方向接口将位置信息和速度信息传递给驱动器,而电机编码器信号反馈给驱动器构成闭环控制,这样的伺服解决方案可达到的。
SINUMERIK 808D系统还配有相应的Motion-Connect电缆和机床控制面板。
新的电脑软件“SINUMERIK 808D on PC”计划在2012年07月底进行销售释放,它使客户能够直接在电脑上轻松进行演示、培训和编程,而无需使用任何数控系统硬件。SINUMERIK 808D on PC将提供免费的网上下载。
SINUMERIK 808D数控系统包括以下组件
SINUMERIK 808D PPU 141.1 数控单元 (PPU) – 系统的关键组成部分,带有7.5”彩色显示屏
SINUMERIK 808D 机床控制面板(MCP)
进给轴解决方案
SINAMICS V60 CPM60.1
1FL5 伺服电机
或
其他带有脉冲方向接口的进给轴解决方案
主轴解决方案
SINAMICS G120
1LE标准型电机
或
其他带有+/- 10V接口的主轴解决方案
SINUMERIK 808D数控单元提供两种硬件选择:车削版和铣削版。为贴合市场,在提供带英文标识的数控单元和机床控制面板的同时,还提供了带中文标识的数控单元和机床控制面板。
808D 车削版 PPU141.1 预置了2根进给轴和1根主轴;还可选配1根附加进给轴
808D 铣削版 PPU141.1 预置了3根进给轴和1根主轴
坚固耐用的设计:带涂层的电路板、前面板防护等级达IP65
紧凑型水平式面板 420mm x 200mm
前面板配有USB接口,可轻松实现零件程序和调试数据的传输,也可连接USB键盘
键盘配有真实按键,优化的键盘设计可减少档键的使用。区分工艺的面板布局,适合车削或铣削应用
配置72/48数字 I/O,其中24I / 16O直接使用螺钉端子连接,48I / 32O使用扁平电缆连接到端子排转换器
3个用于进给驱动的脉冲方向接口
1个用于主轴驱动的+/- 10V接口
1个用于直接主轴TTL编码器的接口
1个连接MCP的USB接口
1个用于PLC诊断和编程的RS232接口
2个手轮接口
1个刀具测头接口(只针对铣削版)
PLC兼容SIMATIC S7-200,多6000步梯形图指令
支持状态监控的PLC梯形图查看器
PLC样例程序
39个按键,其中30个带有LED指示灯
2个旋转倍率开关
7段LED显示(通常用于显示刀号)
1个用于安装急停按钮的开孔(d = 22 mm)
3个用于安装其他控制设备的开孔(d = 16 mm)
通过USB接口轻松连接PPU(即插即用)
SINUMERIK 808D作为SINUMERIK家族中的一员,将SINUMERIK的高生产力、准确性以及的表面质量也引入了普及型数控市场。与其他家族成员一样,SINUMERIK 808D的内部计算也采用了80位浮点数纳米计算精度(NANOFP)。这样内部取整误差被控制在小范围内,准确的数据可被提供给SINAMICS V60驱动器。铣削版系统默认配备MDynamics工艺包,使得SINUMERIK 808D也能够用于模具加工。
人机界面(HMI)配备了全新的SINUMERIK Operate BASIC。SINUMERIK Operate BASIC遵循在SINUMERIK 840D sl和SINUMERIK 828D/828D BASIC系统上所使用的成熟的SINUMERIK Operate的原理和工作方式。SINUMERIK Operate BASIC支持ISO和DIN编程。支持图形化输入(SINUMERIK programGuide BASIC)的全的工艺循环包可实现简便快速的编程。所创建的程序在加工前可通过板载模拟功能加以测试,该模拟功能可进行带刀具补偿的计算并显示刀具轨迹图或工件实体图。
为满足机床制造商的个性化要求,SINUMERIK 808D支持添加自定义启动画面,在HMI上加入公司的标识和自定义画面。自定义画面的创建使用XML语言并允许访问CNC和PLC数据。
SINUMERIK Operate BASIC还提供选件功能“手动机床”,该功能可使用户以传统方式操作数控车床。操作人员通过手轮也可使用数控系统的各项功能,无需具备特别深入的有关CNC零件编程的知识。图形化工艺循环画面可在日常工作中支持操作人员进行更加复杂的零件加工。
SINUMERIK programGuide BASIC具备众多SINUMERIK programGuide广为人知的优点,适合于数控系统的操学者。每个工艺循环都通过图形化输入画面加以说明,使参数输入变得快速简便。同样支持在位置模型中使用工艺循环的功能。通过轮廓编辑器可轻松实现轮廓计算输入。
得益于SINUMERIK 808D startGUIDE,机床的所有相关流程 - 机床制造商的调试、经销商的销售以及终用户的操作 - 都能得到控制系统的支持。这就能使调试工程师、销售人员和操作人员自如地使用SINUMERIK 808D并较大程度的降低培训投入。
SINUMERIK 808D startGuide为不同用户提供了不同的向导,逐步引导他们的工作:
SINUMERIK 808D startGuide调试向导可为原型机床的调试提供指导,包括机床数据设置,如参考点和主轴齿轮箱传动比的调试等等。机床批量调试的相关备份在调试向导中生成。之后会对机床数据进行检查和调试,以完成原型机床的调试。
SINUMERIK 808D startGuide批量调试向导可为机床批量生产提供指导。 首先读入由调试向导创建的数据。接着对机床数据例如限位或补偿值进行检查和调试。后还会生成完整的备份数据。
SINUMERIK 808D startGuide销售向导可为机床制造商和经销商的销售提供支持。 使用快捷键Ctrl + D即可启动幻灯片演示,使得机床制造商和经销商能够更为详尽地介绍机床。 控制系统自带了一套对SINUMERIK 808D进行基本介绍的幻灯片。幻灯片为640x480像素的*.bmp或*.png格式的文件。可以方便地使用已有的Office软件进行创建并导出为要求的目标格式。
SINUMERIK 808D startGuide操作向导为一部简明的数控操作教程,通过典型的机床操作步骤,例如零点偏移、输入刀具数据和编程,为用户提供指导。


SINUMERIK 840D sl 是一个用于实现模块化**机床设计的开放式数控系统。由于具有强大的创新系统功能,SINUMERIK 840D sl 的工艺应用十分广泛。SINUMERIK 840D sl **着全球机加工领域的趋势,成为将来各领域内的选择数控系统。

SINUMERIK 840D sl 配有采用较多核处理器技术、基于驱动的高性能 NCU,具有几乎无穷无尽的性能潜力。在 NCU-Link 中的 30 个加工通道中,可以控制多 93 个轴。需要较少轴的机床设计可获益于 SINUMERIK 840D sl 的性能,既有极高的加工精度,加工时间又很短。
SINUMERIK 840D
sl 的优势是能够在极限条件下进行铣削和车削。铣削应用的范围从汽车工业中制造动力传动系的大规模加工中心,直至航空工业中动态性很高的磨具制造 5 轴加工中心。车削应用则涵盖从带有 B 轴的多通道五轴车削中心,到高多主轴应用。
除车削和铣削应用外,SINUMERIK 840D sl 还可用于众多其它工艺技术。这些工艺技术包括磨削、激光加工、齿轮加工和多任务加工。SINUMERIK 840D sl 的系统灵活性很高,这使得它在开辟全新工艺领域方面成为选择的数控系统,例如,航空领域复合材料加工中的铺带机应用。
2012年6月12日,西门子在国际机床工具展览会(CIMES)正式向全球发布SINUMERIK 808D。作为**完全由发起的,面向全球发布的新产品,SINUMERIK 808D成为西门子工业向新兴市场进军的新武器。SINUMERIK 808D凭借其智能、耐用、易于使用的硬件理念,7x24小时的全天候服务,以及高达三年的质保期和优化的交货流程,为标准车床及铣床提供了新标准。
西门子810D/810DE数控伺服系统CCU1/CCU3/CCU3.4控制主板:
6FC5410-0AY03-0AA1
6FC5410-0AY01-0AA0
6FC5410-0AY03-1AA0
6FC5410-0AY01-0AA1
6FC5410-0AY00-0AA0
6FC5410-0AY03-0AA0
6FC5410-0AY03-0AA2
6FC5410-0AA01-0AA0
6FC5410-0AX02-0AA0
6FC5410-0AX02-1AA0
6FC5410-0AA00-0AA0
6FC5210-0DF00-0AA0
PCU20 西门子数控主板
6FC5210-0DF00-0AA1
PCU20 西门子数控主板
6FC5210-0DF00-0AA2
PCU20 西门子数控主板
6FC5210-0DF00-1AA0
PCU20 西门子数控主板
6FC5210-0DF00-1AA1
PCU20 西门子数控主板
6FC5210-0DF00-1AA2
PCU20 西门子数控主板
6FC5210-0DF01-0AA0
PCU50 西门子数控主板
6FC5210-0DF02-0AA0
PCU50 西门子数控主板
6FC5210-0DF03-0AA0
PCU50 西门子数控主板
6FC5210-0DF04-0AA0
PCU70 西门子数控主板
6FC5210-0DF05-0AA0
PCU50 西门子数控主板
6FC5210-0DF20-0AA0
PCU50 西门子数控主板
6FC5210-0DF21-0AA0
PCU50 西门子数控主板
6FC5210-0DF21-2AA0
PCU50 西门子数控主板
6FC5210-0DF22-0AA0
PCU50 西门子数控主板
6FC5210-0DF22-1AA0
PCU50 西门子数控主板
6FC5210-0DF22-2AA0
PCU50 西门子数控主板
6FC5210-0DF23-2AA0
PCU50 西门子数控主板
6FC5210-0DF24-0AA0
PCU70 西门子数控主板
6FC5210-0DF24-2AA0
PCU70 西门子数控主板
6FC5210-0DF25-2AA0
PCU50 西门子数控主板
6FC5210-0DF31-2AA0
PCU50.3西门子数控主板
6FC5210-0DF33-2AA0
PCU50.3西门子数控主板
6FC5247-0AA00-0AA3
6FC5250-0AY30-0AH0
6FC5250-0AY30-0AH1
6FC5250-0AY30-0AH2
6FC5250-0BY30-0AH0
6FC5250-0BY30-0AH1
6FC5250-0BY30-0AH2
6FC5250-0CY30-0AH3
6FC5250-0CY30-0AH1
6FC5250-0CY30-0AH2
PCU50.5
6FC5210-0DF52-2AA0
6FC5253-0BX10-0AF0
6FC5253-7BX10-6AF0
6FC5860-1YF00-0YA0
6FC5860-1YF23-1YA0
6FC5860-1YF20-4YA0
NCU710.2 6FC5371-0AA10-0AA2
NCU720.2 6FC5372-0AA00-0AA2
NCU730.1 6FC5373-0AA00-0AA2

6FC5410-0AY03-0AA1
西门子数控系统、数控主板 产品简介:
用于 PowerTrain TRANSLINE 的解决方案在数字式基础上支持分布式配置。
分布式配置特别意味着,因标准化、快速调试、服务友好且维护友好的机器而产生的低成本。
这一点意味着,你可以为所有控制任务实现**自动化解决方案。从简单的PLC单元到集成的高速加工模块。
SINUMERIK 及 SIMATIC S7-300 统一的设计可以方便地以模块化原理对系统进行扩展。
所以 PLC 都是采用图形编程方法编程的,诸如 S7-Graph 软件等。这样就可以在主操作控制面板和单元操作控制面板上进行统一的 PLC 和 CNC 诊断。
对于操作员和机床制造厂家,我们在自己的解决方案上为 PowerTrainTRANSLINE HMI 操作员面板提供一种透明的图形化用户接口。
站间通过 PROFIBUS DP 进行通讯。
与控制系统的连接是采用工业以太网接口
进行的。在采用该工业标准时,与管理层之间的接口得到了保证。
可以在该概念范围内采用运动控制信息系统 MCIS 功能模块以及 ePS 网格服务,不存在任何问题。
优点
标准化的协议
调试、诊断、数据备份
直接耦合
SINUMERIK 及 SIMATIC S7
ET 200 分布式 I/O
AS-Interface 部件
为了保持备件库存尽可能小,从而降低维持机床用户备件库存的成本,从 SIMATIC、SINUMERIK 及 SIMODRIVE 系统系列甄选了适用部件。
借助 PowerTrain TRANSLINE 的解决方案,你可以配置与自己的任务相匹配的自动化解决方案。
对于机床制造厂家,存在以下好处:
降低配置成本,缩短项目工程时间
可以采用预制选项
大大减少布线成本,提高接线和操作可靠性
的调试功能以及更少的调试单元,透明度更高,调试时间显著缩短。
结论:
完成某项目所需时间大大缩短。
如果你是一名机床操作员,利用分布式配置,你可以大大提高生产线的可用性和生产率,从而提高其效益。
这是通过以下方式实现的:
快速定位错误的来源,因为所有部件都是依据一个统一标准设计的。
通过简单、重现式程序而实现的服务友好性以及维护友好性
由于采用模块化软件,因此缩短了调试和验收时间
缩短机床培训时间
降低备件库存成本

产品订货号:
6FC5370-2BT02-0CA0 6FC5370-2AM02-0CA0
6FC5370-2AT02-0CA0 6FC5303-0AF35-0CA0
6FC5370-2BM02-0CA0 6FC5303-0AF35-2CA0
6FC5303-0AF35-3CA0 6FC5203-0AF02-0AA1
 SINUMERIK 550系统
SINUMERIK 550系统
 SINUMERIK 3系统
SINUMERIK 3系统
 SINUMERIK 840C系统
SINUMERIK 840C系统
 SINUMERIK 840D系统
SINUMERIK 840D系统
 SINUMERIK 810D系统
SINUMERIK 810D系统

将机床集成到公司工作流程中是实现精益、高效生产的重要先决条件。为此,SINUMERIK Integrate 提供了丰富的产品,用于将机床集成到与金属切削相关的通讯、工程设计和生产流程中。
用于工程组态的 SINUMERIK Integrate 采用创新的 PLM 流程,能够在机床的整个生命周期内协助用户提高生产能力和实现更高效的调试。SINUMERIK 系统的开放性支持针对特定机床或终用户的工艺、编程和操作的优化。
用于生产的 SINUMERIK Integrate 能够快速、简单、高效地集成到复杂的公司生产流程和通信流程中。甚至可快速、方便地将机床集成到公司现有的复杂 IT 网络中。这样就可提升生产能力和可用性,并降低体生产成本。封闭的 CAD/CAM/CNC 链可将程序创建、程序仿真和试运行的成本降至**。
SINUMEIRK 8xD powerline可以同时配置6个手轮吗?
回答:
参数 MD N11324 $MN_HANDWH_VDI_REPRESENTATION=1 切换系统配置6个手轮状态。参见ID: 28821007机床数据和设定数据说明。
轴和通道VDI接口区域中对应的6个手轮接口信号:
| Value | Representation | Details |
| Value = 0 | Bit-coded (1 out of 3) |
3个手轮:
|
| Value = 1 | Binary-coded |
6个手轮:
|
|
Note sw7.4或更高的系统软件支持Profibus手轮。 |
||
配置6个手轮举例:
系统软件07.04.26 31 Axes, NCU 573.5 with PLC 317 and BESY 20.71.30.
条件:
STEP 7 配置:
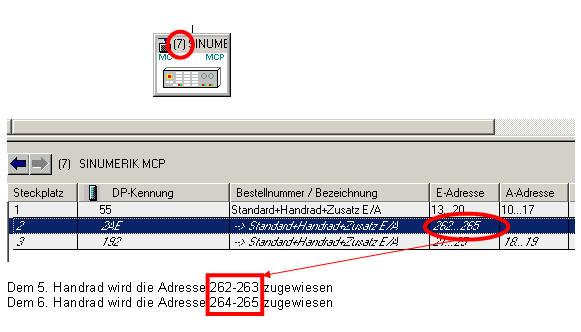
STEP7项目文件中,2个Profibus MCP配置2个Profibus手轮。
本例配置第3、4、5、6手轮
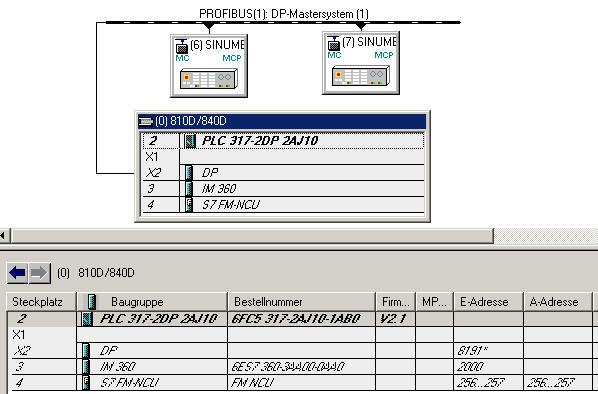
每个机床面板可以配置2个手轮X60和X61
配置中,每个Profibus手轮分配2个字节。.
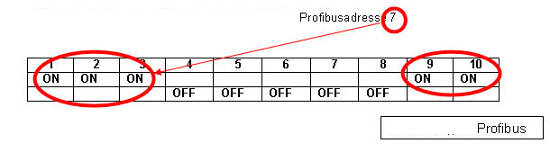
第1机床面板DIP设置
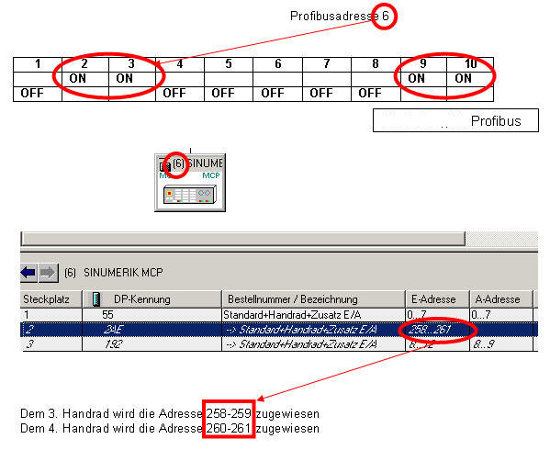
第1机床面板DIP设置
机床参数设置:
允许配置6个手轮: N11324 $MN_HANDWH_VDI_REPRESENTATION=1 通道和轴的手轮接口信号使用二进制编码(支持6个手轮)
参数11350定义手轮来源
机床数据说明手轮连接的方式:
0 = SEGMENT_EMPTY ;无手轮
1 = SEGMENT_840D_HW ;连接840D X121
2 = SEGMENT_802DSL_HW ;连接到802Dsl
5 = SEGMENT_PROFIBUS ;连接Profibus模块
7 = SEGMENT_ETHERNET ;通过以太网连接t
N11350 $MN_HANDWHEEL_SEGMENT[0] =1 1.连接到 X121
N11350 $MN_HANDWHEEL_SEGMENT[1] =1 2.连接到 X121
N11350 $MN_HANDWHEEL_SEGMENT[2] =5 3.连接到MCP 1的X60
N11350 $MN_HANDWHEEL_SEGMENT[3] =5 4.连接到MCP 1的X61
N11350 $MN_HANDWHEEL_SEGMENT[4] =5 5.连接到MCP 2的X60
N11350 $MN_HANDWHEEL_SEGMENT[5] =5 6.连接到MCP 2的X61
手轮参数 11351
配置手轮连接的硬件模块.
(content of MD11350 $MN_HANDWHEEL_SEGMENT dependent):
$MN_HANDWHEEL_MODUL =
0 = 无手轮
1 ;840D硬件
1 ;802Dsl硬件
1..6 ;Prifibus/prifinet模块的模块号;
参数MD11353 $MN_HANDWHEEL_LOGIC_ADDRESS[(x-1)]的索引号
1 ;以太网
N11351 $MN_HANDWHEEL_MODULE[0] =1 1st 手轮
N11351 $MN_HANDWHEEL_MODULE[1] =1 2nd 手轮
N11351 $MN_HANDWHEEL_MODULE[2] =3 3rd 手轮
N11351 $MN_HANDWHEEL_MODULE[3] =4 4th 手轮
N11351 $MN_HANDWHEEL_MODULE[4] =5 5th 手轮
N11351 $MN_HANDWHEEL_MODULE[5] =6 6th 手轮
手轮连接参数 11352
手轮连接硬件端口号:
0 = 无手轮
1..6 = 手轮连接端口号
N11352 $MN_HANDWHEEL_INPUT[0] =1 1st 端口
N11352 $MN_HANDWHEEL_INPUT[1] =2 2nd 端口
N11352 $MN_HANDWHEEL_INPUT[2] =1 1st 端口
N11352 $MN_HANDWHEEL_INPUT[3] =2 2nd 端口
N11352 $MN_HANDWHEEL_INPUT[4] =1 1st 端口
N11352 $MN_HANDWHEEL_INPUT[5] =2 2nd 端口
手轮连接硬件模块硬件地址 11353
只有PROFIBUS/PROFINET有效:
设置手轮连接模块的逻辑地址 PROFIBUS/PROFINET ($MN_HANDWHEEL_SEGMENT = 5)
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[0]=0 无模块
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[1]=0 端口
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[2]=258 MCP1 逻辑地址
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[3]=258 MCP1 逻辑地址
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[4]=262 MCPl2逻辑地址
N11353 $MN_HANDWHEEL_LOGIC_ADDRESS[5]=262 MCP2 逻辑地址
PCU50显示6个手轮状态
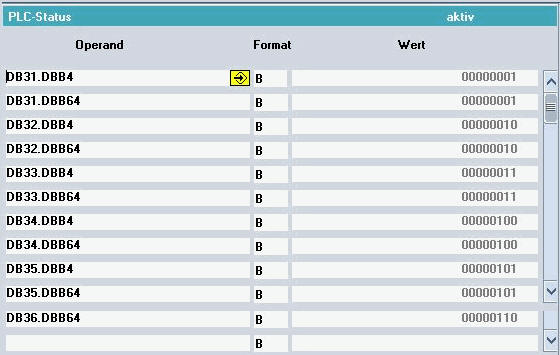
DB31.DBB4 激活1st 手轮
DB31.DBB64 1st 已激活
DB32.DBB4 激活2nd 手轮
DB32.DBB64 2nd 已激活
DB33.DBB4 激活3rd 手轮
DB33.DBB64 3rd 已激活
DB34.DBB4 激活4th手轮
DB34.DBB64 4th 已激活
DB35.DBB4 激活5th 手轮
DB35.DBB64 5th 已激活
DB36.DBB4 a激活6th 手轮
DB36.DBB64 6th 已激活
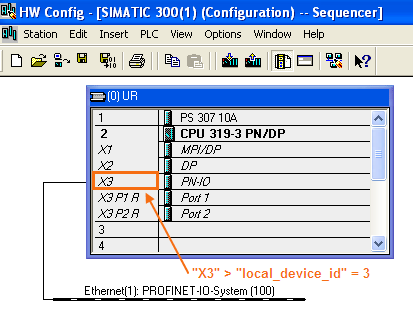
对于 S7-300 和 S7-400 CPU,及IM151-8 PN/DP CPU 和 IM154-8 CPU,"local_device_id" 的信息可以在硬件组态 (STEP 7 V5.x) 或者在硬件和网络编辑器 (STEP 7 (TIA Portal)) 的设备视图中查看。模块的 PROFINET 接口槽位识别号就是 "local_device_id"。
STEP 7 V5.x 示例
CPU319-3 PN/DP 的 PROFINET 接口槽位识别号是 "X3",那么通过CPU319-3 PN/DP 集成 PROFINET 接口进行开放式通信时,参数 "local_device_id" = B#16#03。
 西门子6FC5410-0AY03-0AA1
西门子6FC5410-0AY03-0AA1
图01
STEP 7 (TIA Portal) 示例
CPU319-3 PN/DP 的 PROFINET 接口插槽识别号是 "2 X3",那么 通过CPU319-3 PN/DP 集成 PROFINET 接口进行开放式通信时,参数 "local_device_id" = B#16#03。
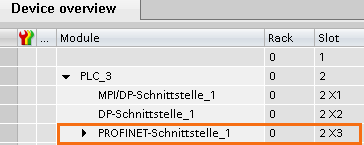
图02
注意
对于 S7-300 CPU,S7-400 CPU,IM151-8 PN/DP CPU 或者 IM154-8 CPU,PROFINET 的接口槽位识别号也印刷在模块上。
概览
表1列出了通过 WinAC RTX 和 S7-400 工业以太网 CP 实现开放式通信时 "local_device_id" 的参数值。对于 WinAC RTX, "local_device_id" 取决于工业以太网接口所配置的接口插槽号。
| local_device_id | 描述 |
|---|---|
| B#16#00 |
通过 S7-400 的工业以太网 CP 的通信 (仅用于 ISO-on-TCP 协议,即 connection_type = B#16#12)。
注意 |
| B#16#01 | 对于 WinAC RTX,通过在接口插槽 1 (IF1) 的工业以太网接口的通信 |
| B#16#06 | 对于 WinAC RTX,通过在接口插槽 2 (IF2) 的工业以太网接口的通信 |
| B#16#0B | 对于 WinAC RTX,通过在接口插槽 3 (IF3) 的工业以太网接口的通信 |
| B#16#0F | 对于 WinAC RTX,通过在接口插槽 4 (IF4) 的工业以太网接口的通信 |
表1
表2列出了通过 S7-300 CPU,S7-400 CPU,IM151-8 PN/DP CPU 或者 IM154
-8 CPU 的集成 PROFINET 接口实现开放式通信的 "local_device_id" 的参数值。
| local_device_id | 描述 |
|---|---|
| B#16#01 | 通过 IM151-8 PN/DP CPU 上集成的PROFINET 接口的通信。 |
| B#16#02 | 通过 CPU31x-2 PN/DP,CPU314C-2 PN/DP 和 IM154-8 CPU 上集成 PROFINET 接口的通信。 |
| B#16#03 | 通过 CPU319-3 PN/DP,CPU315T-3 PN/DP,CPU317T-3 PN/DP,CPU317TF-3PN/DP 集成 PROFINET 接口的通信。 |
| B#16#04 | 通过使用 CPU319-3 PN/DP 的 SINUMERIK NCU7x0.2 PN 和使用 CPU317-2 PN/DP 的 SINUMERIK NCU7x0.3PN 的通信。 |
| B#16#05 | 通过 CPU412-2 PN,CPU414-3 PN/DP,CPU416-3 PN/DP,CPU412-5H PN/DP (机架 0),CPU414-5H PN/DP (机架 0),CPU416-5H PN/DP (机架 0)和CPU417-5H PN/DP (机架 0) 集成的PROFINET 接口的通信。 |
| B#16#08 | 通过 CPU 410-5H (机架 0) 集成 PROFINET 接口的通信。 |
| B#16#15 | 通过 CPU 412-5H PN/DP (机架 1) ,CPU414-5H PN/DP (机架 1),CPU416-5H PN/DP (机架 1)和CPU417-5H PN/DP (机架 1) 集成 PROFINET 接口的通信。 |
| B#16#18 | 通过 CPU 410-5H (机架 1) 集成 PROFINET 接口的通信。 |
ET200S的诊断信息(禁止运行假设组态与实际安装不匹配)
如果设置了当前组态与实际安装不匹配禁止运行(参数禁用),ET200S(DP从站)的行为如下:
基于上述行为描述,ET200S 产生下面的诊断状态:探测到在线与离线不一致,这时移除或插入不正确的模块会显示为故障。
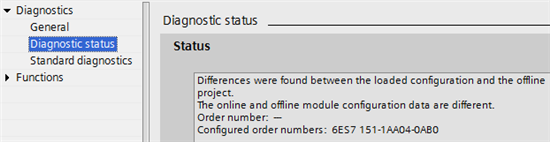
图 10
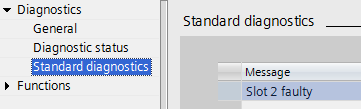
图 11
只有故障模块传递诊断状态“Not reachable”。
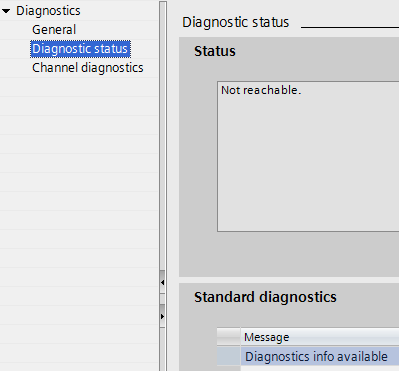
图 12
分布式I/O ET200S(DP从站)的故障信息进入到CPU(DP主站)的诊断缓冲区。
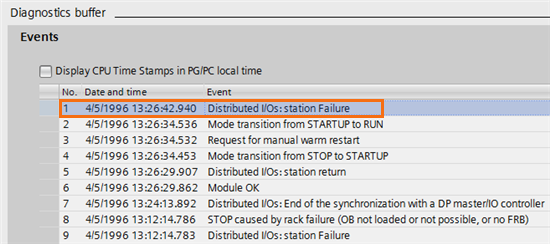
图 13
ET200S的诊断信息(终端模块没有插入)
如果ET200S上没有插入终端模块或者多个模块从Et200S上被移除,那么没有数据会在DP主站和从站间进行交换。
ET200S 产生下面的诊断状态:探测到在线与离线不一致,并且所有的模块会显示为故障。
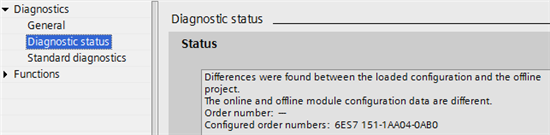
图 14
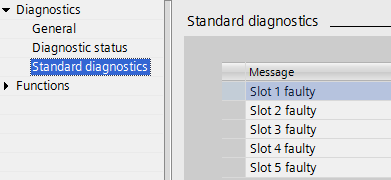
图 15
ET200S模块传递诊断状态为现有的模块有故障。
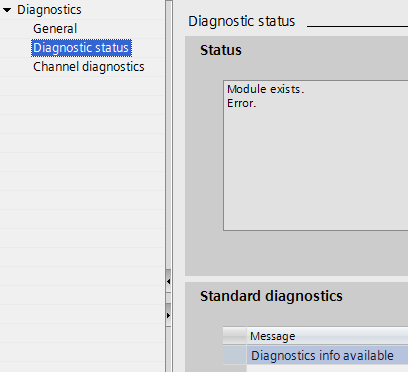
图 16
分布式I/O ET200S(DP从站)的故障信息进入到CPU(DP主站)的诊断缓冲区。
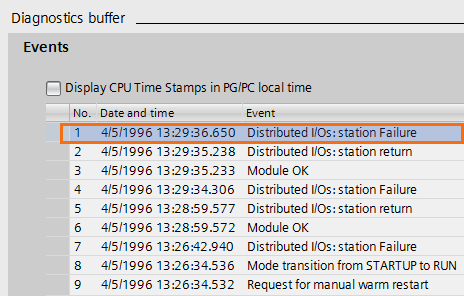
图 17
ET200S的SF及BF指示灯状态
下表介绍了当设置为组态与实际安装不匹配时允许运行,ET200S传递了上述诊断信息时ET200S SF及BF灯的状态。
| 诊断信息 | SF | BF |
| 终端模块没有被插入(ET200S启动时) | 常亮 | 闪烁 |
| ET200S的多个模块被移除 | 常亮 | 闪烁 |
| ET200S的一个模块被移除 | 常亮 | 熄灭 |
| 不正确的模块被组态 | 常亮 | 熄灭 |
表 04
下表介绍了当设置为组态与实际安装不匹配时禁止运行,ET200S传递了上述诊断信息时ET200S SF及BF灯的状态。
| 诊断信息 | SF | BF |
| 终端模块没有被插入(ET200S启动时) | 常亮 | 闪烁 |
| ET200S的多个模块被移除 | 常亮 | 闪烁 |
| ET200S的一个模块被移除 | 常亮 | 闪烁 |
| 不正确的模块被组态 | 常亮 | 闪烁 |
表 05
附加信息
更多关于STEP 7 V11 SP2 和ET200S的信息请参考下面的手册链接。
| 手册 | 条目号 |
| STEP 7 V11 SP2 | 57185407 |
| STEP 7 Professional V12.0 SP1 | 77991795 |
| ET 200S (IM151-1 Standard) | 25548014 |
创建环境
本FAQ中的抓屏都来自于STEP 7 V11 SP2 。描述
以下列出了安装 ET 200SP 分布式 I/O 系统的系列视频:

|
安装组态 |
|
|

|
BaseUnits 接线 对 BaseUnits 进行接线。 |
|
|

|
更换 BaseUnit 的接线盒 |
|
|

|
将 BusAdapter BA 2xRJ45 连接到接口模块 |
|
|

|
将 BusAdapter BA 2xFC 连接到接口模块 |
|
|

|
插入 I/O 模块 |
|
|

|
标签 |
|
|
|
|
下载所有视频 (下载并解压缩归档。打开请求视频的"start.exe"。) |
更多信息
有关 ET 200SP 分布式 I/O 系统安装和接线的详细描述,请参阅系统手册“ ET 200SP 分布式 I/O 系统 ”,条目号为 58649293 。
更多关键字
在线学,教程,檐幕,网络直播,多媒体演示系统,MMVS,影片,屏幕录制,安装 ET 200SP,BaseUnit,BusAdapter BA 2xRJ45,BusAdapter BA 2xFC,ET 200SP 标签SIMATIC PCS 7 支持集成PROFIBUS DP, PROFIBUS PA 和FF设备,同时也支持传统的HART通讯现场设备。和DP、PA 和FF设备不同,HART现场设备并不在硬件组态中显示。
以下过程描述硬件组态DP接口模块(ET 200M)组态HART现场设备。
1. 插入 PROFIBUS DP 接口模块
从硬件目录中选择相关的 DP 接口模块,并将它移动到要求的 PROFIBUS DP 段(例如,拖放该模块)。
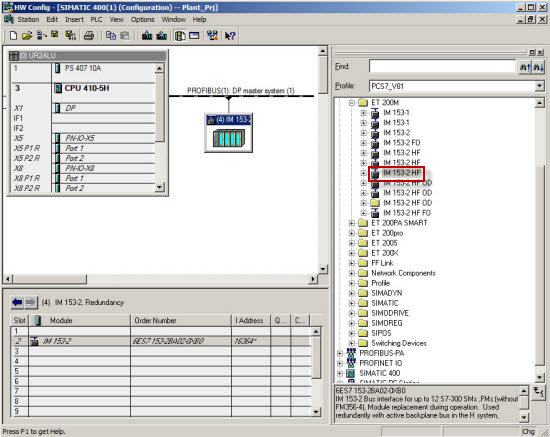
图. 01
2. 插入HART模拟量模块
硬件目录中选择相关的SIMATIC HART接口模块并放置在DP接口模块相应插槽(例如拖拽)。如果没有其他接口模块或者模块需要组态,编译修改并下载至自动化系统。

 图. 图. 03
图. 图. 03
4. SIMATIC PDM设备分配
双击HART现场设备。点击“OK”确认保存修改。打开SIMATIC PDM硬件选择对话框,其中包含所有已集成的HART现场设备。

在硬件选择树中,选西门子6ES7 322-1HF01-4AA1全新
择所需HART设备后OK确认。
注意
"硬件识别"功能能够识别已连接模块的设备。要求是修改的硬件组态已下载至自动化系统。不要下载自动化系统去增加和删除HART现场设备。
5. SIMATIC PDM中设备参数
在SIMATIC PDM为现场设备分配参数和**名称(TAG)。

通过菜单"File > Save"保存修改, "File > Close"关闭SIMATIC PDM。
注意
如果设备已经参数化完成,可以通过"Device > Upload to PG/PC..."方式将这些参数读出来。
6. 修改测量点名称
右击硬件组态中HART现场设备模块,弹出菜单中选择"Object Properties"。在属性窗口中分配**名称然后“OK”应用更改。
 图. 图. 06
图. 图. 06
S7-300全系列 CPU选型表
|
S7-300C紧凑型CPU选型表 |
|||
| CPU系列号 |
产品图片 |
描述 |
选型型号 |
| CPU 312C |
|
紧凑型CPU,16kB RAM,24VDC电源,内置10DI/6DO,带集能,MPI;包括插槽号标签和2把钥匙;CPU运行需要MMC |
6ES7 312-5BD01-0AB0 |
| CPU 313C |
|
紧凑型CPU,32kB RAM,24VDC电源,内置24DI/16DO以及4AI/2AO,MPI;CPU运行需要MMC |
6ES7 313-5BE01-0AB0 |
| CPU 313C-2 PtP |
|
紧凑型CPU,32kB RAM,24VDC电源,内置16DI/16DO,带集能,MPI,RS422/485接口;CPU运行需要MMC |
6ES7 313-6BE01-0AB0 |
| CPU 313C-2 DP |
|
紧凑型CPU,32kB RAM,24VDC电源,内置16DI/16DO,带集能,MPI,PROFIBUS DP主/从接口;CPU运行需要MMC |
6ES7 313-6CE01-0AB0 |
| CPU 314C-2 PtP |
|
紧凑型CPU,48kB RAM,24VDC电源,内置24DI/16DO/4AI/2AO,带集能,MPI,RS422/485接口;CPU运行需要MMC |
6ES7 314-6BF01-0AB0 |
| CPU 314C-2 DP |
|
紧凑型CPU,48kB RAM,24VDC电源,内置24DI/16DO/4AI/2AO,带集能,MPI,PROFIBUS DP主/从接口;CPU运行需要MMC |
6ES7 314-6CF01-0AB0 |
|
S7-300通用型CPU选型型号表 |
|||
| CPU系列号 |
产品图片 |
描述 |
选型型号 |
| CPU 312 |
|
16 kB RAM,24VDC电源,MPI; CPU运行需要MMC |
6ES7 312-1AD10-0AB0 |
| CPU 314 |
|
48 kB RAM,24VDC电源,MPI; CPU运行需要MMC |
6ES7 314-1AF10-0AB0 |
| CPU 315-2DP |
|
128 kB RAM,24VDC电源,MPI, CPU运行需要MMC |
6ES7 315-2AG10-0AB0 |
| CPU 315-2PN/DP |
|
128 kB RAM,24VDC电源,MPI/PROFIBUS DP主/从组合接口;以太网/PROFINET接口;
CPU运行需要MMC
|
6ES7315-2EG10-0AB0 |
| CPU 317-2DP |
|
512 kB RAM,24VDC电源,MPI,PROFIBUS-DP主/从接口; CPU运行需要MMC |
6ES7 317-2AJ10-0AB0 |
| CPU 317-2PN/DP |
|
512 kB RAM,24VDC电源,MPI/PROFIBUS-DP主/从组合接口;以太网/PROFINET接口;
CPU运行需要MMC |
6ES7 317-2EJ10-0AB0 |
| CPU 318-2DP |
|
512 kB RAM,24VDC电源, PROFIBUS-DP主/从接口,MPI,存储卡插槽,后备电池保护外壳; 包括插槽号标签和2 把钥匙 |
6ES7 318-2AJ00-0AB0 |
|
S7-300F CPU选型型号表 |
|||
| CPU系列号 |
产品图片 |
描述 |
选型型号 |
| CPU 315F-2 DP |
|
SIMATIC S7-300F CPU;128kB RAM,24VDC电源,MPI,PROFIBUS DP 主/从接口;包括插槽号标签和2把钥匙 |
6ES7 315-6FF01-0AB0 |
|
CPU 317F-2 DP |
|
512 kB RAM,24VDC电源,MPI, PROFIBUS-DP主/从接口;需要MMC |
6ES7 317-6FF00-0AB0 |
|
S7-300T CPU选型型号表 |
|||
| CPU系列号 |
产品图片 |
描述 |
选型型号 |
| CPU 315T-2DP | 6ES7315-6TG | ||
| CPU 317T-2DP |
|
512 kB RAM,24 VDC电源,MPI,PROFIBUS-DP主/从接口,PROFIBUS DP(DRIVE) 接口;带技术/运动控制功能;需要MMC | 6ES7 317-6TJ10-0AB0 |
|
S7-300 SIPLUS CPU选型表 |
|||
| CPU系列号 |
产品图片 |
描述 |
选型型号 |
| SIPLUS CPU 312C |
|
紧凑型CPU,16 kB RAM,24 V DC 电源, 内置10 DI/6 DO,带集能,MPI ; 包括插槽号标签和2 把钥匙;需要MMC( 扩展温度范围和特殊介质负载) |
6AG1 312-5BD01-2AB0 |
| SIPLUS CPU 313C |
|
紧凑型CPU,32kB RAM,24VDC 电源,内置24DI/16DO/4AI/2AO,带集能,MPI;需要MMC( 扩展温度范围和特殊介质负载) |
6AG1 313-5BE01-2AB0 |
| SIPLUS CPU 314 |
|
48 kB RAM,24VDC电源,MPI; 需要MMC( 扩展温度范围和特殊介质负载) |
6AG1 314-1AF10-2AB0 |
| SIPLUS CPU 315-2 DP |
|
128 kB RAM,24VDC电源,MPI, PROFIBUS DP主/从接口;需要 MMC( 扩展温度范围和特殊介质负载) |
6AG1 315-2AG10-2AB0 |
|
CPU有关附件选型表 |
|||
| 系列号 |
产品图片 |
描述 |
选型型号 |
| 微存储卡 |
|
64 kB微存储卡 | 6ES7 953-8LF11-0AA0 |
| 128 kB微存储卡 | 6ES7 953-8LG11-0AA0 | ||
| 512 kB微存储卡 | 6ES7 953-8LJ11-0AA0 | ||
| 2 MB微存储卡 | 6ES7 953-8LL11-0AA0 | ||
| 4 MB微存储卡 | 6ES7 953-8LM11-0AA0 | ||
| 8 MB微存储卡 | 6ES7 953-8LP11-0AA0 | ||
| MPI 电缆 |
用于通过MPI 连接SIMATIC S7 和 PG ;长度5m |
6ES7 901-0BF00-0AA0 | |
| 前连接器,用于紧凑型 CPU | 40 针,螺钉型前连接器 | 6ES7 392-1AM00-0AA0 | |
| 40 针,弹簧型前连接器 |
6ES7 392-1BM01-0AA0 |
||

西门子S7-1200 紧凑型PLC在当前的市场中有着广泛的应用,作为经常与SINAMICS G120系列变频器共同使用的PLC,其USS通信协议的使用一直在市场上有着非常广泛的应用。本文将主要介绍如何使用USS通信协议来实现S7-1200与G120变频器的通信。
1.控制系统原理和接线图
下图是本例中所使用的原理和接线图。

图1:控制系统原理和接线图
2.硬件需求
S7-1200 PLC目前有3种类型的CPU:
1)S7-1211C CPU。
2)S7-1212C CPU。
3)S7-1214C CPU。
这三种类型的CPU都可以使用USS通信协议通过通信模块CM1241 RS485来实现S7-1200与G120变频器的通信。
本例中使用的PLC硬件为:
1)PM1207电源 ( 6EP1 332-1SH71 )
2) S7-1214C ( 6ES7 214 -1BE30 -0XB0 )
3) CM1241 RS485 ( 6ES7 241 -1CH30 -0XB0 )
4) 模拟器 ( 6ES7 274 -1XH30 -0XA0 )
本例中使用的G120变频器硬件为:
1) SINAMICS G120 PM240 (6SL3244-0BA20-1BA0)
2) SINAMICS G120 CU240S(6SL3224-0BE13-7UA0)
3) SIEMENS MOTOR (1LA7060-4AB10)
4) 操作面板 ( XAU221-001469)
5) USS 通信电缆 ( 6XV1830-0EH10)
3.软件需求
1) 编程软件 Step7 Basic V10.5 ( 6ES7 822-0AA0-0YA0)
4.组态
我们通过下述的实际操作来介绍如何在Step7 Basic V10.5 中组态S7-1214C 和G120变频器的USS通信。
4. 1 PLC 硬件组态
首先在Step7 Basic V10.5中建立一个项目,如图1所示。

图2: 新建S7 1200项目
在硬件配置中,添加CPU1214C和通信模块CM1241 RS485模块,如图2所示。

图3: S7 1200硬件配置
在CPU的属性中,设置以太网的IP地址,建立PG与PLC的连接,如下图所示。

图4: S7 1200 IP地址的设置
4. 2 G120参数设置
变频器的参数设置如下表所示。
| 序号 | 功能 | 参数 | 设定值 |
| 1 | 工厂设置复位 | P0010 | 30 |
| 2 | 工厂设置复位 | P970 | 1 |
| 3 | 快速启动设置 | P0010 | 1 |
| 4 | 电机额定电压 | P0304 | 380V |
| 5 | 电机额定功率 | P0307 | 5.5KW |
| 6 | 电机额定频率 | P0310 | 50Hz |
| 7 | 电机额定转速 | P0311 | 1350r/min |
| 8 | USS命令源 | P0700 | 5 |
| 9 | 频率设定源 | P01000 | 5 |
| 10 | 小电机频率 | P1080 | 0.0Hz |
| 11 | 大电机频率 | P1081 | 50.0Hz |
| 12 | 启动斜坡时间 | P1120 | 10.0S |
| 13 | 延迟斜坡时间 | P1121 | 10.0S |
| 14 | 结束快速启动设置 | P3900 | 1 |
| 15 | 激活模式 | P0003 | 3 |
| 16 | 参考频率 | P2000 | 50.0Hz |
| 17 | USS数据传输速度 | P2010 | 9 |
| 18 | USS从站地址 | P2011 | 1 |
| 19 | USS PZD长度 | P2012 | 2 |
| 20 | USS PKW长度 | P2013 | 4 |
| 21 | 通信监控 | P2014 | 0 |
| 22 | 在E2PROM 保存数据 | P0971 | 1 |
| 23 | 激活模式 | P0003 | 3 |
| 24 | 激活参数模式 | P0010 | 30 |
| 25 | 从G120中传输参数到BOP | P0802 | 1 |
表1 :G120变频器的参数设置
注意:表1中的17,18,19,20 这四项参数值的设置必须使PLC的参数值与变频器的参数值相一致。而19,20这两个参数值必须设置成如表1中的值,否则有可能变频器与S7-1200通信有如下问题:可能不能读出从变频器反馈回来的参数值。
5.USS通信原理与编程的实现
5. 1 S7 1200 PLC与G120 通过USS通信的基本原理
S7 1200提供了的USS库进行USS通信,如下图所示:

图5: S7 1200 的USS库
USS_DRV 功能块是S7-1200 USS通信的主体功能块,接受变频器的信息和控制变频器的指令都是通过这个功能快来完成的。必须在主 OB中调用,不能在循环中断OB中调用。
USS_PORT功能块是S7-1200与变频器USS通信的接口,主要设置通信的接口参数。可在主OB或中断OB中调用。
USS_RPM功能块是通过USS通信读取变频器的参数。必须在主 OB中调用,不能在循环中断OB中调用。
USS_WPM功能块是通过USS通信设置变频器的参数。必须在主 OB中调用,不能在循环中断OB中调用。
这些功能块与变频器之间的控制关系如下图所示:

图6: USS 通信功能块与变频器的控制关系
USS_DRV功能块通过USS_DRV_DB数据块实现与USS_PORT功能块的数据接收与传送,而USS_PORT功能块是S7-1200 PLC CM1241 RS485模块与变频器之间的通信接口。USS_RPM功能块和USS_WPM功能块与变频器的通信与USS_DRV功能块的通信方式是相同的。
每个S7-1200 CPU多可带3个通信模块,而每个CM1241 RS485通信模块多支持16个变频器。因此用户在一个S7-1200 CPU中多可建立3个USS网络,而每个USS网络多支持16个变频器,共多支持48个USS变频器。
5. 2 S7 1200 PLC进行USS通信的编程
1.USS通信接口参数功能块的编程
USS通信接口参数功能块的编程如下图所示。

图7: USS通信接口参数功能块的编程
USS_PORT功能块用来处理USS网络上的通信,它是S71200 CPU与变频器的通信借口。每个CM1241 RS485模块有且必须有一个USS_PORT功能块。
PORT:指的是通过哪个通信模块进行USS通信。
BAUD:指的是和变频器进行通行的速率。 变频器的参数P2010种进行设置。
USS_DB:指的是和变频器通信时的USS数据块。每个通信模块多可以有16个USS数据块,每个CPU多可以有48个USS数据块,具体的通信情况要和现场实际情况相联系。每个变频器与S7-1200进行通信的数据块是的。
ERROR:输出错误。
STATUS:扫描或初始化的状态。
S7-1200 PLC与变频器的通信是与它本身的扫描周期不同步的,在完成一次与变频器的通信事件之前,S7-1200通常完成了多个扫描。
USS_PORT通信的时间间隔是S7-1200与变频器通信所需要的时间,不同的通信波特率对应的不同的USS_PORT通信间隔时间。下图列出了不同的波特率对应的USS_PORT小通信间隔时间。

图8:不同的波特率对应的USS_PORT小通信间隔时间
USS_PORT在发生通信错误时,通常进行3次尝试来完成通信事件,那么S7-1200与变频器通信的时间就是USS_PORT发生通信时的时间间隔。例如:如果通信波特率是57600,那么USS_PORT与变频器通信的时间间隔应当大于小的调用时间间隔,即大于36.1Ms而小于109Ms。S7-1200 USS 协议库默认的通信错误时尝试次数是2次。
基于以上的USS_PORT通信时间的处理,我们建议在循环中断OB块中调用USS_PORT通信功能块。在建立循环中断OB块时,我们可以设置循环中断OB块的扫描时间,以满足通信的要求。循环中断OB块的扫描时间的设置如下图所示:

图9:循环中断OB块的扫描时间的设置
2.USS_DRV功能块的编程
USS_DRV功能块的编程如下图所示。

图10: USS_DRV功能块的编程
USS_DRV功能块用来与变频器进行交换数据,从而读取变频器的状态以及控制变频器的运行。每个变频器使用的一个USS_DRV功能块,但是同一个CM1241 RS485模块的USS网络的所有变频器(多16个)都使用同一个USS_DRV_DB。
USS_DRV_DB:变频器进行USS通信的数据块。
RUN: DB块的变频器启动指令。
OFF2: 紧急停止,自由停车。 该位为0时停车。
OFF3: 快速停车,带制动停车。 该位为0时停车。
F_ACK: 变频器故障确认。
DIR : 变频器控制电机的转向。
SPEED_SP: 变频器的速度设定值。
ERROR: 程序输出错误。
RUN_EN: 变频器运行状态指示。
D_DIR: 变频器运行方向状态指示。
INHIBIT: 变频器是否被禁止的状态指示。
FAULT: 变频器故障。
SPEED: 变频器的反馈的实际速度值。
DRIVE: 变频器的USS站地址。变频器参数P2011设置。
PZD_LEN: 变频器的循环过程字。 变频器参数P2012设置。
注意:变频器的PKW的长度在这里是特殊需要注意的,在使用USS通信时必须是4,如果改成3或者127都将不能读取反馈回来的过程值。
3.USS_RPM功能块的编程
USS_RPM功能块的编程 如下图所示。

图11:USS_RPM功能块的编程
USS_RPM功能块用于通过USS通信从变频器读取参数。
REQ: 读取参数请求。
DRIVE: 变频器的USS站地址。
PARAM: 变频器的参数代码。
INDEX: 变频器的参数索引代码
USS_DB: 变频器进行USS通信的数据块。
DONE: 读取参数完成。
ERROR: 读取参数错误。
STATUS: 读取参数状态代码。
VALUE: 所读取的参数的值。
注意:进行读取参数功能块编程时,各个数据的数据类型一定要正确对应。如果需要设置变量读取参数时,注意该参数变量的初始值不能为0,否则容易产生通信错误。
4.USS_WPM功能块的编程
USS_WPM功能块的编程如下图所示。

图12:USS_WPM功能块的编程
USS_WPM 功能块用于通过USS通信设置变频器的参数。
REQ: 读取参数请求。
DRIVE: 变频器的USS站地址。
PARAM: 变频器的参数代码。
INDEX: 变频器的参数索引代码。
EEPROM:把参数存储到变频器的EEPROM。
VALUE: 设置参数的值。
USS_DB: 变频器进行USS通信的数据块。
DONE: 读取参数完成。
ERROR: 读取参数错误状态。
STATUS: 读取参数状态代码。
优势价格、现货销售:
西门子6ES7 322-1HF01-4AA1全新西门子6ES7 322-1HF01-4AA1全新

 ( 359718 KB )
( 359718 KB )
















