朔州西门子LOGO模块代理商
朔州西门子LOGO模块代理商简介:
信用〓财富 诚信〓财富 共赢〓财富
我们的目标不是赚更多的钱,是让您找到品质好,称心如意的备品备件,让您无后顾之忧赚取财富的同时得到我们应有的回报,
互惠互利,真诚合作,共赢发展,用周到的服务换取您的满意,这样的企业才会有美好光明的未来!
 郑重:本公司一切产品均为,支持检验,质保一年,发货迅速,库存丰厚,您需要的终型号价格请与我公司联系后再下单,我们会给您的服务,满意的回答,同时也欢迎您到本公司前来考察,谢谢!
郑重:本公司一切产品均为,支持检验,质保一年,发货迅速,库存丰厚,您需要的终型号价格请与我公司联系后再下单,我们会给您的服务,满意的回答,同时也欢迎您到本公司前来考察,谢谢!

产品
西门子LOGO基本型主机型号大全 西门子LOGO基本型主机型号大全 西门子LOGO基本型主机型号大全西门子交流电源代理商德国西门子股份公司创立于1847年,是全球电子电气工程领域的企业。西门子自1872年进入,140余年来以创新的技术、的解决方案和产品坚持不懈地对的发展提供全面支持,并以出众的品质和令人信赖的可靠性、的技术成就、不懈的创新追求,确立了在市场的地位。2014年(2013年10月1日至2014年9月30日),西门子在的营收达到64.4亿欧元,拥有过32000名员工。西门子已经发展成为社会和经济不可分割的一部分,并竭诚与携手合作,共同致力于实现可持续发展。
=====================
西门子数控主板授权代理商 西门子数控主板授权代理商原装 西门子数控主板授权代理商价格 SIEMENS西门子数控主板授权代理商有销售
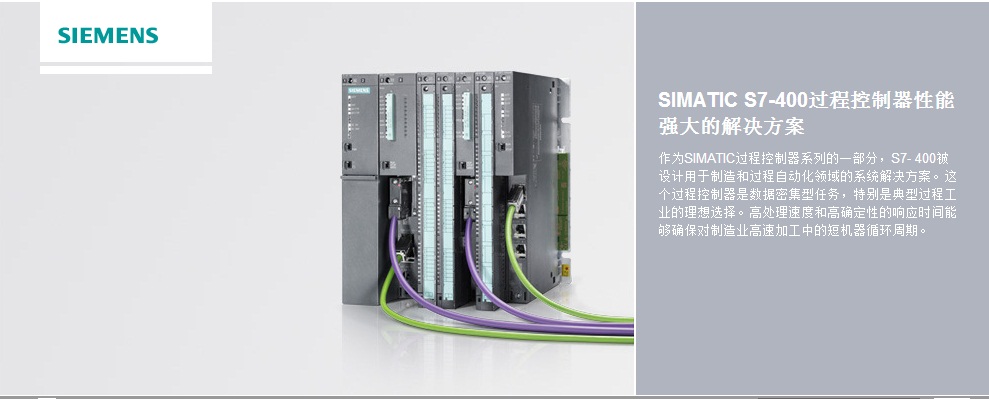
西门子S7-400PLC,SIMATICS7-400PLC的主要特色为:极高的处理速度、强大的通讯性能和的CPU资源裕量。 S7-400系列plc中功能分级的CPU以及种类齐全的模板,能为其自动化任务找到的解决方案,实现分布式系统和扩展通讯能力都很简便,组成系统灵活自如,用户友好性强,操作简单,免风扇设计。随着应用的扩大,系统扩展无任何问题。
(1)控制方式
继电器的控制是采用硬件接线实现的,利用继电器机械触点的串联或并联及延时继电器的滞后动作等组合形成控制逻辑,只能完成既定的逻辑控制。 而西门子PLC采用存储逻辑,其控制逻辑是以程序方式存储在内存中,要改变控制逻辑,只需改变程序即可,方便快捷。
 (2)控制速度
继电器控制逻辑是依靠触点的机械动作实现控制,工作频率低,毫秒级,机械触点有抖动现象。西门子PLC是由程序指令控制半导体电路来实现控制,速度快,微秒级,严格同步,无抖动。
可多次使用的程序部件:下列紧凑型CPU 可以提供:CPU 1517T-3 PN/DP:CPU 适用于在分散生产技术中对处理性能和响应速度具有中等要求的标准应用。数字式和模拟式的输入输出端直接集成在控制器上。数字式 I/O 可用于诸如快速计数、频率测量或脉宽调制等技术功能之中。用于 SIMATIC S7-1500 的技术型 CPU:所有项目数据(如,符号表、组态数据和参数分配数据)均存储在一个中央数据库中。它们可供所有工具使用:这就节省了多重输入的时间并减少了错误。
(3)延时控制
继电器控制系统是靠时间继电器的滞后动作实现延时控制,而时间继电器定时精度不高,受环境影响大。 西门子PLC用半导体集成电路作定时器,时钟脉冲由晶体振荡器产生,精度高,调整时间方便,不受环境影响。
(2)控制速度
继电器控制逻辑是依靠触点的机械动作实现控制,工作频率低,毫秒级,机械触点有抖动现象。西门子PLC是由程序指令控制半导体电路来实现控制,速度快,微秒级,严格同步,无抖动。
可多次使用的程序部件:下列紧凑型CPU 可以提供:CPU 1517T-3 PN/DP:CPU 适用于在分散生产技术中对处理性能和响应速度具有中等要求的标准应用。数字式和模拟式的输入输出端直接集成在控制器上。数字式 I/O 可用于诸如快速计数、频率测量或脉宽调制等技术功能之中。用于 SIMATIC S7-1500 的技术型 CPU:所有项目数据(如,符号表、组态数据和参数分配数据)均存储在一个中央数据库中。它们可供所有工具使用:这就节省了多重输入的时间并减少了错误。
(3)延时控制
继电器控制系统是靠时间继电器的滞后动作实现延时控制,而时间继电器定时精度不高,受环境影响大。 西门子PLC用半导体集成电路作定时器,时钟脉冲由晶体振荡器产生,精度高,调整时间方便,不受环境影响。
 本机集成8输入/6输出共14个数字量I/O点。可连接2个扩展模块。6K字节程序和数据存储空间。4个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出。1个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。非常适合于小点数控制的微型控制器。
本机集成14输入/10输出共24个数字量I/O点。可连接7个扩展模块,大扩展至168路数字量I/O点或35路模拟量I/O 点。13K字节程序和数据存储空间。6个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出,具有PID控制器。1个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。I/O端子排可很容易地整体拆卸。是具有较强控制能力的控制器。
本机集成14输入/10输出共24个数字量I/O点,2输入/1输出共3个模拟量I/O点,可连接7个扩展模块,大扩展值至168路数字量I/O点或38路模拟量I/O点。20K字节程序和数据存储空间,6个独立的高速计数器(100KHz),2个100KHz的高速脉冲输出,2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。本机还新增多种功能,如内置模拟量I/O,位控特性,自整定PID功能,线性斜坡脉冲指令,诊断LED,数据记录及配方功能等。是具有模拟量I/O和强大控制能力的CPU。
本机集成24输入/16输出共40个数字量I/O 点。可连接7个扩展模块,大扩展至248路数字量I/O 点或35路模拟量I/O 点。13K字节程序和数据存储空间。6个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出,具有PID控制器。2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。I/O端子排可很容易地整体拆卸。用于较高要求的控制系统,具有更多的输入/输出点,更强的模块扩展能力,更快的运行速度和功能更强的内部集成特殊功能。可完全适应于一些复杂的中小型控制系统。
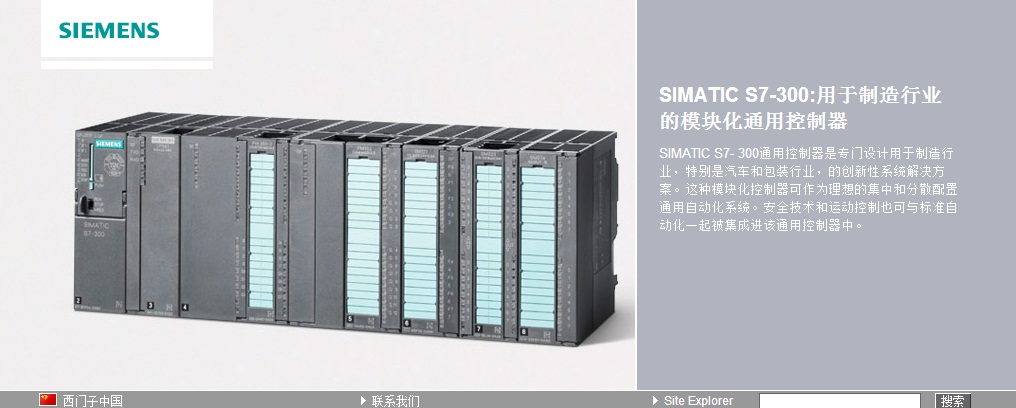
S7-300 CPU 的六个性能等级
现有性能范围极宽的分级 CPU 系列,可用于组态控制器。 产品范围包括 7 种标准的 CPU、 7 种紧凑式 CPU、5 种故障防护型 CPU 以及 3 种工艺 CPU。 现有 CPU 的宽度仅 40mm SIMATICS7-300 是我们全集成自动化设计的一部分,是销量大的控制器。
To the top of the page
在个实例中,SIMATIC S7-300 用于制造工艺中的创新性系统解决方案,特别是用于汽车工业,一般机械工程,特别是特殊机械制造和机器的连续生产 (OEM),以及塑料加工、包装行业、食品和饮料工业和加工工程
作为一种多用的自动化系统,S7-300 是那些需要灵活的设计以实现集中和本地组态的应用的理想解决方案。
对于由于环境条件限制需要特殊的坚固性的应用,我们可以提供SIPLUS 极端设备。
本机集成8输入/6输出共14个数字量I/O点。可连接2个扩展模块。6K字节程序和数据存储空间。4个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出。1个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。非常适合于小点数控制的微型控制器。
本机集成14输入/10输出共24个数字量I/O点。可连接7个扩展模块,大扩展至168路数字量I/O点或35路模拟量I/O 点。13K字节程序和数据存储空间。6个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出,具有PID控制器。1个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。I/O端子排可很容易地整体拆卸。是具有较强控制能力的控制器。
本机集成14输入/10输出共24个数字量I/O点,2输入/1输出共3个模拟量I/O点,可连接7个扩展模块,大扩展值至168路数字量I/O点或38路模拟量I/O点。20K字节程序和数据存储空间,6个独立的高速计数器(100KHz),2个100KHz的高速脉冲输出,2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。本机还新增多种功能,如内置模拟量I/O,位控特性,自整定PID功能,线性斜坡脉冲指令,诊断LED,数据记录及配方功能等。是具有模拟量I/O和强大控制能力的CPU。
本机集成24输入/16输出共40个数字量I/O 点。可连接7个扩展模块,大扩展至248路数字量I/O 点或35路模拟量I/O 点。13K字节程序和数据存储空间。6个独立的30kHz高速计数器,2路独立的20kHz高速脉冲输出,具有PID控制器。2个RS485通讯/编程口,具有PPI通讯协议、MPI通讯协议和自由方式通讯能力。I/O端子排可很容易地整体拆卸。用于较高要求的控制系统,具有更多的输入/输出点,更强的模块扩展能力,更快的运行速度和功能更强的内部集成特殊功能。可完全适应于一些复杂的中小型控制系统。
S7-300 CPU 的六个性能等级
现有性能范围极宽的分级 CPU 系列,可用于组态控制器。 产品范围包括 7 种标准的 CPU、 7 种紧凑式 CPU、5 种故障防护型 CPU 以及 3 种工艺 CPU。 现有 CPU 的宽度仅 40mm SIMATICS7-300 是我们全集成自动化设计的一部分,是销量大的控制器。
To the top of the page
在个实例中,SIMATIC S7-300 用于制造工艺中的创新性系统解决方案,特别是用于汽车工业,一般机械工程,特别是特殊机械制造和机器的连续生产 (OEM),以及塑料加工、包装行业、食品和饮料工业和加工工程
作为一种多用的自动化系统,S7-300 是那些需要灵活的设计以实现集中和本地组态的应用的理想解决方案。
对于由于环境条件限制需要特殊的坚固性的应用,我们可以提供SIPLUS 极端设备。
 上传数据
四、现在水泥厂的自动化程度越来越高,对设备DCS的要求也越来越高,因此在电气方面我们要实现如下功能:
⑴能自动实现从开启除尘器设备到水泥罐车装满的全过程。
⑵运行过程中,能将各设备的运行信号反馈到中控室。
⑶中控室接到备妥后可以实现远程启、停设备。
⑷停车状态下,提供设备的备妥信号。
⑸运行过程中若出现故障,可向中控室提供故障信号。
⑹实时监控水泥罐车内水泥的。
上传数据
四、现在水泥厂的自动化程度越来越高,对设备DCS的要求也越来越高,因此在电气方面我们要实现如下功能:
⑴能自动实现从开启除尘器设备到水泥罐车装满的全过程。
⑵运行过程中,能将各设备的运行信号反馈到中控室。
⑶中控室接到备妥后可以实现远程启、停设备。
⑷停车状态下,提供设备的备妥信号。
⑸运行过程中若出现故障,可向中控室提供故障信号。
⑹实时监控水泥罐车内水泥的。
 五、 西门子PLC控制的具体实现
基于以上几点,我们选用奥越信公司生产的OYES-200可编程序控制器作为控制核心,通过对其编程实现各设备的运行。系统硬件组成
主要构成如下:奥越信 OYES-200系列CPU一台、数字量扩展模块EM223一台、模拟量扩展模块EM231一台,我们将各个电机和阀门的状态及控制信号接入西门子PLC,由西门子PLC对这些设备进行控制;EM231可接收罐车重量信号4-20mA电流信号。我们也可以将这些信号通过EM277模块按照 PROFIBUS-DP协议将系统连接到全厂PROFIBUS-DP总线上,将系统升级为一个PROFIBUS-DP从站,实现中控室对散装车间的控制。
西门子西门子PLC在铝材成型生产线的应用
可编程序控制器是八十年代发展起来的新一代控制装置,由于它结构简单,编程方便,性能优越,被广泛的应用在工业控制的各个领域。在工业控制环节有些生产还是处于粉尘、油渍、蒸汽较多的环境。恶劣的工作环境将对电气控制系统产生不利的影响,所以要求电气控制系统有良好的性能以及很强的抗干扰性。因此西门子PLC在工业中起着重要的作用。
在铝材挤压技术中,27MN卧式单动短行程前上料铝挤压机采用卧式三梁四柱预应力组合框架结构,短行程前上料正向挤压方式,油泵直接驱动,配置世界的机电液控制元件和系统,以及配套齐全的机械化辅助设备,采用西门子PLC与计算机两级控制,使压机的速度、位置和压力得到的控制,所采用的主要技术集中体现了当代挤压机的发展趋势和技术水平.适宜生产制造、利于操作维护,提高生产效率、降低使用成本。
一、 系统配置:
本系统采用西门子S7-300系列CPU、OYES-300系列IO模块、OYES-300系列通信IM153模块等。通过profibus-DP网络实现主站和从站之间的通讯;中央控制室上位机与现场主机之间通过MPI网络通讯,对生产过程中的压力、温度、速度、功率和时间等参数进行实时监控。
数字量输入模块直接同电气发讯元件即按钮、限位开关、压力继电器等连接。数字量输出模块直接控制电磁阀、控制继电器、指示灯等。模拟量输入模块直接同压力传感器、速度给定电位器等相连。模拟量输出模块直接给比例阀放大器信号。
STEP7硬件组态如图1所示:
五、 西门子PLC控制的具体实现
基于以上几点,我们选用奥越信公司生产的OYES-200可编程序控制器作为控制核心,通过对其编程实现各设备的运行。系统硬件组成
主要构成如下:奥越信 OYES-200系列CPU一台、数字量扩展模块EM223一台、模拟量扩展模块EM231一台,我们将各个电机和阀门的状态及控制信号接入西门子PLC,由西门子PLC对这些设备进行控制;EM231可接收罐车重量信号4-20mA电流信号。我们也可以将这些信号通过EM277模块按照 PROFIBUS-DP协议将系统连接到全厂PROFIBUS-DP总线上,将系统升级为一个PROFIBUS-DP从站,实现中控室对散装车间的控制。
西门子西门子PLC在铝材成型生产线的应用
可编程序控制器是八十年代发展起来的新一代控制装置,由于它结构简单,编程方便,性能优越,被广泛的应用在工业控制的各个领域。在工业控制环节有些生产还是处于粉尘、油渍、蒸汽较多的环境。恶劣的工作环境将对电气控制系统产生不利的影响,所以要求电气控制系统有良好的性能以及很强的抗干扰性。因此西门子PLC在工业中起着重要的作用。
在铝材挤压技术中,27MN卧式单动短行程前上料铝挤压机采用卧式三梁四柱预应力组合框架结构,短行程前上料正向挤压方式,油泵直接驱动,配置世界的机电液控制元件和系统,以及配套齐全的机械化辅助设备,采用西门子PLC与计算机两级控制,使压机的速度、位置和压力得到的控制,所采用的主要技术集中体现了当代挤压机的发展趋势和技术水平.适宜生产制造、利于操作维护,提高生产效率、降低使用成本。
一、 系统配置:
本系统采用西门子S7-300系列CPU、OYES-300系列IO模块、OYES-300系列通信IM153模块等。通过profibus-DP网络实现主站和从站之间的通讯;中央控制室上位机与现场主机之间通过MPI网络通讯,对生产过程中的压力、温度、速度、功率和时间等参数进行实时监控。
数字量输入模块直接同电气发讯元件即按钮、限位开关、压力继电器等连接。数字量输出模块直接控制电磁阀、控制继电器、指示灯等。模拟量输入模块直接同压力传感器、速度给定电位器等相连。模拟量输出模块直接给比例阀放大器信号。
STEP7硬件组态如图1所示:
 二、 程序设计:
本系统采用STEP7组态编程,根据铝挤压机控制有压力控制、位置控制、速度控制、模拟等温控制、挤压筒温度控制等控制系统,分别为每部分控制编写相应的FC(功能Function)、FB(功能块Function Block)、DB(数据块Data Block)等。
西门子MM440变频器应用范围
西门子MM440变频器适用于各种变速驱动装置。由于它具有高度的灵活性因而可以在广泛的领域得到应用。
它尤其适合用于吊车和起重系统、立体仓储系统、食品、饮料和烟草工业以及包装工业的定位系统。这些应用对象要求变频器具有比常规应用更高的技术性能和更快的动态响应。
西门子MM440变频器变频器的特点是设备性能面向用户的需求,并且使用方便。它的输入电源电压范围宽广,适用于全世界。
工艺流程:
铝挤压机生产工艺流程。首先启动控制泵,启动控制泵后才有控制油可以控制其他动作,当延时加载后如果压力继电器不发讯,表明有故障停止,如发讯,顺序启动主泵,此时如果压机不在各自原始位,手动调整至原始位,操作挤压桶闭合,如果根据拉线式编码器测定到了减速位,减速后到了锁紧位锁紧,如果不到锁紧位,压机停止等待到位再动作,如到位供锭器供锭,到位后才可供锭器供垫,到位后穿孔针前进,接着穿孔针到挑垫位置,挑垫片位到位后挤压杆前进同时穿孔针停止,到供垫器下降位后供垫器下降或到供锭器退回位后供锭器退回,此时判断供垫器下降到位了没有,没有则挤压杆停,有则判断供锭器是否退回到位,到位后如果可以穿孔了,则穿孔针前进,充液阀关闭到位后,填充挤压,结束后突破挤压,完成后开始正常挤压,编码器取值到终端减速位后停止挤压;如未到,开始终端挤压,到了挤压结束位后主侧缸卸压,到达设定压力值后停止,如压力值还高继续卸压。当挤压桶卸压完成后穿孔针退回,到位后挤压筒松开脱料,脱料到位,充液阀打开到位,挤压杆退回,到位,挤压桶松开到剪切位,垫片接收器上升到位,主剪打垫,到打垫位,垫片接收器下降,到下位,主剪剪切,同时垫片回送,垫片润滑。主剪到下位后主剪上升,穿孔针润滑装置下降,穿孔针前进到位,润滑完毕后穿孔针退回,穿孔针润滑装置返回,结束一个周期。
二、 程序设计:
本系统采用STEP7组态编程,根据铝挤压机控制有压力控制、位置控制、速度控制、模拟等温控制、挤压筒温度控制等控制系统,分别为每部分控制编写相应的FC(功能Function)、FB(功能块Function Block)、DB(数据块Data Block)等。
西门子MM440变频器应用范围
西门子MM440变频器适用于各种变速驱动装置。由于它具有高度的灵活性因而可以在广泛的领域得到应用。
它尤其适合用于吊车和起重系统、立体仓储系统、食品、饮料和烟草工业以及包装工业的定位系统。这些应用对象要求变频器具有比常规应用更高的技术性能和更快的动态响应。
西门子MM440变频器变频器的特点是设备性能面向用户的需求,并且使用方便。它的输入电源电压范围宽广,适用于全世界。
工艺流程:
铝挤压机生产工艺流程。首先启动控制泵,启动控制泵后才有控制油可以控制其他动作,当延时加载后如果压力继电器不发讯,表明有故障停止,如发讯,顺序启动主泵,此时如果压机不在各自原始位,手动调整至原始位,操作挤压桶闭合,如果根据拉线式编码器测定到了减速位,减速后到了锁紧位锁紧,如果不到锁紧位,压机停止等待到位再动作,如到位供锭器供锭,到位后才可供锭器供垫,到位后穿孔针前进,接着穿孔针到挑垫位置,挑垫片位到位后挤压杆前进同时穿孔针停止,到供垫器下降位后供垫器下降或到供锭器退回位后供锭器退回,此时判断供垫器下降到位了没有,没有则挤压杆停,有则判断供锭器是否退回到位,到位后如果可以穿孔了,则穿孔针前进,充液阀关闭到位后,填充挤压,结束后突破挤压,完成后开始正常挤压,编码器取值到终端减速位后停止挤压;如未到,开始终端挤压,到了挤压结束位后主侧缸卸压,到达设定压力值后停止,如压力值还高继续卸压。当挤压桶卸压完成后穿孔针退回,到位后挤压筒松开脱料,脱料到位,充液阀打开到位,挤压杆退回,到位,挤压桶松开到剪切位,垫片接收器上升到位,主剪打垫,到打垫位,垫片接收器下降,到下位,主剪剪切,同时垫片回送,垫片润滑。主剪到下位后主剪上升,穿孔针润滑装置下降,穿孔针前进到位,润滑完毕后穿孔针退回,穿孔针润滑装置返回,结束一个周期。

使用LOGO!8控制的双介质吹灰器大量使用在各大发电厂双介质吹灰机需要根据现场工况及使用效果来调整不同介质的吹扫及停留时间,LOGO!本体集成的液晶面板支持参数修改功能,可以满足该需求,不仅简化了以往触摸屏、PLC的控制方式,而且提高了吹灰器吹扫的效率,大大降低了系统成本。
用LOGO对一些老设备的改造,星三角启动,继电器联锁报警
因为仪器比较小,选用其他的控制都有点大,LOGO!正好满足了控制需求,下一批准备换LOGO!8。
1.在使用西门子LOGO!的过程中,体感觉是麻雀虽小,五脏具全,其器件选型、配置一目了然,程序编写方便,可离线仿真,电气柜布置空间可节省,可以替代从时间继电器一直到接触器的开关设备,对一般的电气设计人员更容易上手,只是希望能在输入输出点上再增加一些; 2.其类装置在2011年投入3套,2012年投入6套,2013年准备再投入8套,一直在使用中,至今没有出现有关LOGO!控制器的问题; 3.在调试和使用中,我们对其LOGO!控制器非常满意,准备在其它小型装置上推广使用。
•LOGO TDE文本显示器配有2个以太网接口。
•安装尺寸与之前版本相同。
•由于支持以太网连接,因此LOGO!的连接距离不再限制为10
米。
•显示行数增加为6行,每行可显示20个字符。较之前的显示
屏,所显示的纯文本字符数量增加了一倍以上。
•在LOGO!触摸屏显示器中,TDE的背光灯可选择为白色、橙色
和红色,显著提高了视觉效果。
西门子plc信号模块 simatic s7-300 plc s7-300是模块化小型plc系统,能满足中等性能要求的应用。各种单独
LOGO! 在上世纪90年代的诞生是为了解救这个平淡无奇的世界,你信吗?在LOGO! 的老家德国,它是工程师、电工的朋友,频频现身于工厂、农场、别墅…… 然而,来到,它更多隐于工厂设备的控制柜里,在复杂环境和高强度的工作中指挥着设备运转,深藏功与名。
,全新的LOGO! 8 是西门子PLC家族里面的Nano PLC带着以太网通讯和Web Server功能重装上阵,让聪明的工程师顿时有了新的想象空间——远程访问、无线连接、甚至自定义色彩忽闪忽闪的显示面板立马让它变得高大上了有木有?
接下来,是秀出你创意的时刻!工厂应用?可以!洗车设备?可以!家居控制?可以!养猪种菜?可以…… 只要你有好的应用创意,我们就能把它送到你手中,让它承载着你的梦想起飞~
•Logo!8集成了以太网接口和Web server;
•上一代产品的程序可轻松地移植到Logo!8中继续使用。
西门子在“2014国际工业博览会”现场发布了新一代智能逻辑控制器Logo!8。该系列控制器将替代现有的Logo! 0BA6和Logo! 0BA7系列,用于为工业及楼宇领域提供的小型自动化解决方案中。Logo!8由8款具备以太网通讯和Web server功能的主机模块和4种附加组件组成,可实现远程访问操作和简单组态。Logo!8操作简单,安装尺寸小巧,数字量及模拟量I/O丰富,具有较高的。
在Logo!8的8款主机模块中,不同电压类型的4款主机模块配有显示屏。这些显示屏可显示6行,每行16个字符,并提供三种可调的背景色。显示屏可以清晰地识别信号颜色、操作信息,并很少使用缩写词,使消息文本与状态信息更加易读。
全新的附加组件使Logo!8主机模块得到更好的应用。附加组件中包括每行可显示20个字符并带有4个功能键的6行文本显示器;4端口以太网交换机模块;7个数字量扩展模块、3个模拟量扩展模块和单独的电源模块。此外,还包括可以通过SMS和GPS进行通信的新模块,可用于位置探测和报警、手机远程遥控或时间同步。
Logo!8与上一代产品的程序兼容,也可以通过全新的Logo!软件Soft Comfort V8进行配置。该软件有助于快速且简单地创建及实施编程,例如,16个网络节点的通信功能只需简单拖拽即可定义。
借助集成的Web server,Logo!8可以通过WLAN和互联网方便地进行监测和控制。Web server全面支持个人电脑、智能手机和平板电脑上的商用浏览器_从Chrome, FireFox, Internet Explore到Opera_无论是什么操作系统,带有逻辑模块视图和外部文本的网页都可以瞬间显示,且无需用户掌握任何关于HTML编程的知识。
逻辑模块是西门子于上世纪90年代中期推出的一类新设备,它可以填补接触器、辅助继电器、定时开关与可编程逻辑控制器(PLC)之间的空白。Logo!逻辑模块面向工业和楼宇领域设计,适用范围涵盖从简单机械自动化到楼宇自动化的广泛领域,包括压机、传送带、分拣系统、馈送系统、自动装卸系统、洗车设备、访问控制系统、照明控制、门禁、水族馆和动物育养箱、供暖控制装置、桑拿房、浴缸和游泳池、鱼类和牲畜饲养的供料系统,以及升压站和泵站等。

西门子plc之s7家族
的模块之间可进行广泛组合构成不同要求的系统。与s7-200 plc比较,
s7-300 plc采用模块化结构,具备高速(0.6~0.1μs)的指令运算速度;
用浮点数运算比较有效地实现了更为复杂的算术运算;一个带标准用户接口的软件工具方便用户给所有模块进行参数赋值;
方便的人机界面服务已经集成在s7-300操作系统内,人机对话的编程要求大大减少。simatic人机界面(hmi)从s7-300中取得数据,

若干个模块,如cpu模块、输入模块、输出模块、电源模块等等。其中各模块功能比较单一,模块的种类却日趋丰富。比如,一些可编程序控制器,除了-些基本的i/o模块外,还有一些特殊功能模块,像温度检测模块、位置检测模块、pid控制模块、通讯模块等等。组合式结构的plc特点是cpu、输入、输出均为独立的模块。模块尺寸统一、安装整齐、i/o点选型自由、安装调试、扩展、维修方便。



增加一个功能块到电路程序中
移动光标到B1 的B 下面(B1 是OR(或)功能块的编号):
在该位置插入新的功能块。
按下OK 键确认。
按下▼选择SF 列表:
按下OK 键。
现在显示个特殊功能块:
选择需要的功能块(断开延时,见下图),并按下OK 键:
移动光标:
按下?
LOGO!显示BN列表
SF列表中包含特殊功能块。
选择一个特殊功能块或者基本功能块
时,LOGO!会显示相关的功能块。实心
方块光标位于功能块中。
按下▼或▲ 键选择需要的功能块。
添加的功能块的编号为B2。光标位于
新添功能块的个输入。
LOGO! 的编程
3-28 LOGO! 手册
A5E01248539-01
之前连接到Q1 的B1 功能块自动连接到新加模块的上面输入上。请注意,数字量输入
只能和数字量输出相连,或者模拟量输入只能和模拟量输出相连。否则将丢失“原有”的
功能块。
断开延时功能具有三个输入。用于启动断开延时时间的触发器输入(Trg)位于顶部。
在实例中,OR(或)块B1 触发断开延迟。您可以通过一个在复位输入端的信号来复位
时间和输出。将断开延迟时间设为输入Par 的参数T。
在本例中,没有使用断开延时功能的复位输入,因此标记为“x”。
功能块参数分配
现在可以设置断开延时时间T:
1.如果光标不在“参数”位置,将光标移到Par: 按下▲或▼
2.选择编辑模式: 按下OK 键
LOGO!在参数分配窗口中显示各个参数:
如果需要修改时间值:
? 按下?和?键移动光标。
? 按下▲和▼键修改相关位置上的值。
? 按下OK键确认输入。
现在应显示的画面
“+”表示:在参数分配模式中会显
示并可以修改该参数。
“R”表示:该功能块的“掉电保持”
激活。
时间值时基
T:功能块B2的
参数,时间
LOGO! 的编程
LOGO! 手册 3-29
A5E01248539-01
设置时间
设置时间值T=12:00 分钟:
1.移动光标到个数字量: 按下?或?
2.选择数字量“1”: 按下▲或▼
3.移动光标到第二个数字量: 按下?或?
4.选择数字量“2”: 按下▲或▼
5.移动光标到单位: 按下?或?
6.选择时基“m”(分): 按下▲或▼
显示/隐藏参数—参数保护模式
如您需要显示或隐含参数,并允许或避免在参数分配模式中的修改:
1.移动光标到保护模式: 按下?或?
2.选择保护模式: 按下▲或▼
显示屏现在显示:
3.按下OK 键确认输入
启用/禁用掉电保持
为确定电源故障后是否需要保持当前数据,可以:
1.移动光标到掉电保持设定: 按下?或?
2.选择掉电保持设定: 按下▲或▼
显示屏现在显示:
3.按下OK 键确认输入。
或
保护模式+:可以在参数分
配模式中修改时间T
保护模式+:可以在参数分
配模式中修改时间T
或
掉电保持R:保留当前数据 掉电保持/:不保留当前数据
LOGO! 的编程
3-30 LOGO! 手册
A5E01248539-01
注意
有关保护模式的详细信息,请参考章节4.3.5。
有关掉电保持的详细信息,请参考章节4.3.4。
只有在编程模式下才可以修改保护模式和掉电保持设定。在参数分配模式下不能进行修改。
在这本手册中,保护模式(“+”或“-”)和掉电保持(“R”或“/”)设定只出现在实
际可以被修改的地方。
检验线电路程序
Q1 的程序段现在已完成。LOGO!显示输出Q1。您可以再次在显示屏上观察该电路程
序。按下? 或?键浏览整个电路程序的功能块,并按下▲和▼键检查一个功能块上的各
个输入。
退出编程模式
尽管在创建个电路程序时已经向您介绍了如何退出编程模式,但此处还是再次介绍:
1.返回编程菜单: 按ESC键
2.返回主菜单: 按ESC键
3.移动“>”光标到“启动”: 按下▲或▼
4.确认“启动”:按下OK键
LOGO!返回到RUN模式:
按下?或?键
可以滚动页面,查看I/O状态。
LOGO! 的编程
LOGO! 手册 3-31
A5E01248539-01
3.7.8 删除一个功能块
假设您需要从电路程序中删除功能块B2,并直接连接B1 和Q1。
请按如下步骤操作:
1.切换LOGO!到编程模式(仅提示,参阅第64 页)。
2.选择“编辑”: 按下▲或▼
3.确认“编辑”: 按下OK 键
(如需要,输入密码并按下OK 键确认。)
4.确认“编辑程序”: 按下▲或▼
5.确认“编辑程序”: 按下OK 键
6.将光标移动至B2,Q1 的输入。按下?:
7.按下OK 键确认。
8.现在在输出Q1 处用功能块B1 替代功能块B2。
操作过程:
— 选择BN 列表:按下▲或▼
— 接收BN 列表:按下OK 键
— 选择“B1”:按下▲或▼
— 确认B1:按下OK 键
结果:功能块B2 被删除,电路图中不再使用它。功能块B1 直接在输出端替代B2。
LOGO! 的编程
3-32 LOGO! 手册
A5E01248539-01
3.7.9 删除功能块组
假设要从下列电路图中删除功能块B1 和B2(与章节3.7.7 中的电路图一致)。
请按如下步骤操作:
1.切换LOGO!到编程模式(仅提示,参阅第64 页)。
2.选择“编辑”: 按下▲或▼
3.确认“编辑”: 按下OK 键
(如需要,输入密码并按下OK 键确认。)
4.选择“编辑程序”: 按下▲或▼
5.确认“编辑程序”: 按下OK 键
6.移动光标到Q1 的输入,即:B2,按下?:
7.按下OK 键确认。
8.现在在输出Q1 选择连接器“x”替代功能块B2。
操作步骤:
— 选择Co 列表: 按下▲或▼
— 接收Co 列表: 按下OK 键
— 选择“x”: 按下▲或▼
— 确认“x”: 按下OK 键
结果:功能块B2 被删除,电路图中不再使用它。这也包括所有连接到B2 的功能块。例
如,功能块B1。











