

浅谈数控技术在机械制造中的应用 1 我国数控技术的发展及其现状 1.1 我国数控技术的发展历程 数控技术从诞生至今,前后经历了五个发展阶段。
即电子管数控、晶体管数控、中小规 模 IC 数控、小型计算机数控、微处理器数控。
目前数控系统的发展进入了一个良性的发展 模式,即主板以大集成电路板为主,处理器以单片机或 PLC 为主,控制核心单元以 PC 机 软件系统为主的发展模式。
我国从 1958 年起,由一批科研所、高等学校和少数机床 厂起步进行数控系统的研制和开发,但当时收效甚微。
改革开放后,我国数控技术逐步取得 实质性的发展。
通过引进国外技术,消化吸收和科技攻关,使得我国的数控技术有了质的飞 跃,数控制造业进入了高速发展的阶段,许多机床厂从传统产品实现向数控化产品的转型。
但的来说,技术水平不高,质量尚不佳。
“九五”以后从扩大内需启动机床市场,加 强限制进口数控设备的审批,投资重点支持关键数控系统、设备、技术攻关,对数控设备生 产起到了很大的促进作用。
目前国产数控系统主要为经济型(多采用单片机开发)。
而我国高 档数控市场的 95%仍被国外公司占据。
如日本的法拉克,德国的西门子等。
1.2 数控技术的特点 数控技术是指用数字化信号对设备运行及其加工过程进行控制的一种自动化技术。
数控 技术是实现制造过程自动化的基础。
是自动化柔性系统的核心, 是现代集成制造系统的重要 组成部分。
数控技术把机械装备的功能、效率、可靠性和产品质量提高到一个新水平,使传 统的制造业发生了极其深刻的变化。
数控加工技术不同于传统的加工技术,其主要特点为: (1)能高质地完成一般机床难以完成的复杂零件和曲面形状的加工; (2)能方便地改变加工工艺参数(如切削用量),因而利于换批加工和新产品的研制; (3)可实现一次装夹工件完成多道工序加工,从而确保高质量的加工精度同时又减少了 辅助时间; (4)采用模块化标准工具,既减少了换刀和安装时间,又提高了工具标准化程度和工具 的管理水平; (5)便于实现计算机辅助制造。
随着计算机技术的发展和微处理器的采用,数控技术得到了飞速发展和广泛的应用。
1.3 我国数控技术的发展现状 我国的机械制造工业已具有一定的实力。
机床工业高速发展, 机床产品除满足国内建设 需要外,还有部分产品远销国外。
(1)现已能生产小型仪表机床、重型机床。
各种精密的、高度自动化的、高效率的机床, 机床性能正在逐渐提高,有些机床性能已接近世界水平。
(2)目前生产的数控系统(以数控机床为主)大部分以 PC 机作为控制核心, 使得我国生产 的数控系统在硬件系统方面、软件系统方面都有不同程度的提升,增强了市场竞争力。
(3)目前已能生产 100 多种数控机床,并研制出六轴五联动的数控系统,可应用于更加 复杂割面的加工。
国产数控机床的分辨率已经提高到 0.001mm。
系统的可靠性也大大提升, 这是由于我国生产数控系统均采用模块化设计, 且电路板中广泛采用大规模集成电路, 保 证了系统的整体可靠性。
我国机械制造工业已经取得了巨大的成就, 但与世界水平相比 还有很大差距。
大部分高精度机床的性能还不能满足要求,精度保持性差,特别是数控机床 的产量、技术水平和质量保证等方面都明显落后,这主要是管理落后、化生产水平低, 工艺落后也是主要因素。
由于工艺水平落后,使产品研制出来后也不能迅速转变成商品,即 使从国外引进的机电产品技术,也不能形成批量生产。
目前,美围利用计算机数控技术已经 实现了机械制造的“三个三”,即设计周期三个星期,试制周期三个月,无故障运行三 年。
为此,机械工业部门提出了“加强工艺管理、严格工艺纪律为突破口,提高工艺水平, 推行全面质量管理, 打一场提高产品质量的硬仗”作为工艺工作的指导方针。
这是振兴我国 机械工业的重大战略措施。
2 数控技术在机械制造中的应用 2.1 数控技术在煤矿机械中的应用 我国是一个煤炭大国, 煤炭资源在我国的能源系统中占有举足轻重的地位。
这就决定了 我国的煤机企业的任务是为煤炭系统生产高质量、 高可靠性的煤炭开采及保护装备。
在激烈 的市场竞争的条件下,如何谋生存、求发展,煤机行业本身的水平关键要看创新能力、人员 素质和企业素质的提高。
企业设备数字化化程度高低(数控设备占主要设备拥有量比率)是代 表工业化水平的标志, 同时要组建符合厂情的生产模式, 机床的配置上要根据被加工零件的 图纸的复杂程度、精度、材质、数量和热处理等因素来选择机床。
根据煤矿机械的具体情况, 不可能进行全面投资购置大量数控加工机床等设备, 要充分 利用好现有的各种型号的加工机床。
采取普通机床加数控机床的生产模式, 制定出加工精度 等级,数控机床与普通机床大的优势在于精加工精度高重复性好,加工质量稳定。
精度要 求低的在普通机床上加工,精加工要求高的在高精度的数控机床上加工。
另一方面,煤机企 业要针对目前企业主要装备是普通机床的现状, 充分利用现有的设备资源, 在普通旧机床基 础上,按照要求,选择国产或进口数控系统,对旧机床实行数显、数控改造。
通过数控化改 造使之成为全新概念的数控机床,达到投入少,易操作,功能和精度较高并能满足要求,来 实现整体机床数控化的提高,以适应日益复杂的制造过程。
2.2 数控技术在汽车工业中的应用 汽车工业近 20 年来发展尤为迅猛。
在快速发展的过程中,汽车零部件的加工技术也在 快速发展,数控技术的出现,更加快了复杂零部件快速制造的实现过程。
将高速加工中心和
其它高速数控机床组成的高速柔性生产线集“高柔性”与“高效率”于一体, 既可满足产品 不断更新换代的要求,做到一次投资,长期受益,又有接近于组合机床刚性自动线的生产效 率,从而打破汽车生产中有关“经济规模”的传统观念,实现了多品种、中小批量的高效生 产。
数控技术中的虚拟制造技术、柔性制造技术、集成制造技术等等,在汽车制造工业中都 得到了广泛深入的应用。
21 世纪的汽车加工制造业已经离不开数控加工技术的应用了。
结语 PC 机进入数控领域,极大的促进了数控技术的发展,也为我国在数控生产领域赶发 达了机遇。
只有跟上发展数控制造技术的世界潮流,将其放在战略优先地位, 并以足够的力度予以实施, 才能尽快缩小与发达的差距, 才能在激烈的市场竞争中立于 不败之地。
之,在我国研究和发展数控制造技术势在必行。
数控技术和装备发展的趋势及对策 发表时间:2011-1-31 荆凯 来源:万方数据 关键字:数控技术 轴联动加工 信息化 信息化找茬投稿收藏评论好文打印社区分享 简要介绍了当今世界数控技术,探讨了我国数控技术发展趋势和装备发展的趋势以及我国数控技术与产业 的现状,并从战略和策略两个层面提出了发展我国数控技术及装备的几蕞看法和探讨的发展途径。
一、前言 当今世界各国制造业广泛采用数控技术, 以提高制造能力和水平, 提高对动态多变市场 的适应能力和竞争能力。
数控技术是用数字信息对机械运动和工作过程进行控制的技术, 数 控装备则是以数控技术为代表的新技术对传统制造产业和新兴制造业的渗透形成的机电一 体化产品。
数控技术是制造自动化的关键基础,是现代制造业的灵魂核心,其水平的高低和 装备的拥有量的是衡量一个工业现代化的重要标志。
之, 大力发展以数控技术为 核心的制造技术, 已成为世界各发达加速经济发展、 提高综合国力和地位的重 要途径。
二、我国数控技术的发展现状和趋势 (一)我国数控机床行业的基本情况和市场环境。
我国数控技术的开发始于 1958 年, 几乎与国外同时起步。
但由于自身电子技术的落后, 研制进展十分缓慢。
70 年代末,正是国际上电子技术成熟,数控机床进入大规模产业化的 时期。
改革开放以来的 20 年,每个五年计划均将数控机床列为重点攻关项目,共约 投入十多亿研发资金。
经过“六五”引进技术, “七五”消化吸收, “八五”科技攻关, “九 五”产业化攻关,我国数控系统技术有了明显进步。
数控机床行业是具有高技术含量的行业。
其产品综合性强、市场容量小,竞争对手强大 等特点,对支持协调和企业经营的有效灵活性,提出了很高的要求。
因此,产业政策基 本的方向,是要把支持、行业结构的改善和灵活高效的企业机制三者更好地结合起来。
管理部门对行业特点的认识是逐步深化的,政策也需要不断完善。
首先,的全面规划和
统筹安排是必要的。
其次,从行业的综合性要求来看,我国数控机床行业在结构上还处于幼 稚阶段,需要大力扶持。
市场开拓困难,企业分散,尚未形成规模生产,行业整合是必然趋 势。
后,行业的高度竞争性,要求把加快企业机制转换作为贯彻行业政策的微观基础。
(二)发展趋势。
随着数控技术的不断发展和应用领域的扩大, 它对国计民生的一些重要行业的发展起着 越来越重要的作用。
从目前世界上数控技术及其装备发展的趋势来看, 其主要研究热点有以 下几个方面: (1)高速、高精加工技术及装备的新趋势效率、质量是制造技术的主体。
(2)轴联动 加工和复合加工机床快速发展。
(3)智能化、开放式、网络化成为当代数控系统发展的主要 趋势。
三、对我国数控技术的和产业化发展的战略思考 (一)战略考虑。
我国是制造大国, 在世界产业转移中要尽量接受前端而不是后端的转移, 即要掌握 制造核心技术,否则在新一轮国际产业结构调整中,我国制造业将进一步“空芯”。
我们以 资源、环境、市场为代价,交换得到的可能仅仅是世界新经济格局中的国际“加工中心”和 “组装中心”, 而非掌握核心技术的制造中心的地位, 这样将会严重影响我国现代制造业的 发展进程。
我们应站在安全战略的高度来重视数控技术和产业问题, 首先从社会安全看, 因为 制造业是我国就业人口多的行业, 制造业发展不仅可提高人民的生活水平, 而且还可缓解 我国就业的压力,保障社会的稳定:其次从安全看,西方发达把高精尖数控产品都 列为的战略物质, 对我国实现禁运和限制, “东芝”和“考克斯报告”就是好的 例证。
(二)发展策略。
从我国基本国情的角度出发, 以的战略需求和国民经济的市场需求为导向, 以提高 我国制造装备业综合竞争能力和产业化水平为目标,用系统的方法。
选择能够主导 21 世纪 初期我国制造装备业发展升级的关键技术以及支持产业化发展的支撑技术、 配套技术作为研 究开发的内容.实现制造装备业的跨跃式发展。
强调市场需求为导向,即以数控终端产品为主,以整机(如量大面广的数控车床、铣床、 高速高精高性能数控机床、典型数字化机械、重点行业关键设备等)带动数控产业的发展。
重点解决数控系统和相关功能部件(数字化伺服系统与电机、高速电主轴系统和装备的 附件等)的可靠性和生产规模问题。
没有规模就不会有高可靠性的产品:没有规模就不会有 价格低廉而富有竞争力的产品;当然,没有规模的数控装备终难以有出头之日。
在高精尖装备研发方面,要强调产、学、研以及终用户的紧密结合,以“做得出、用 得上、卖得掉”为目标,按意志实施攻关,以解决之急需。
在竞争前数控技术方面,强调创新,强调研究开发具有知识产权的技术和产品,为 我国数控产业、装备制造业乃至整个制造业的可持续发展奠定基础。
四、结束语 当今机床行业, 计算机数控化已成为技术进步的大趋势。
数控机床是电子信息技术和传 统机械加工技术结合的产物,它集现代精密机械、计箅机、通讯、液压气动、光电等多学科 技术为一体,具有高效率、高精度、高自动化和高柔性的特点,是当代机械制造业的主流装 备。
数控机床大大提高了机械加工的性能, 有效提高了加工质量和效率, 实现了柔性自动化, 并向智能化、集成化方向发展。
数控机床的水平和拥有量,已经是衡量当今制造业水平、工 业现代化程度的重要指标,也是衡量综合竞争力的重要指标。


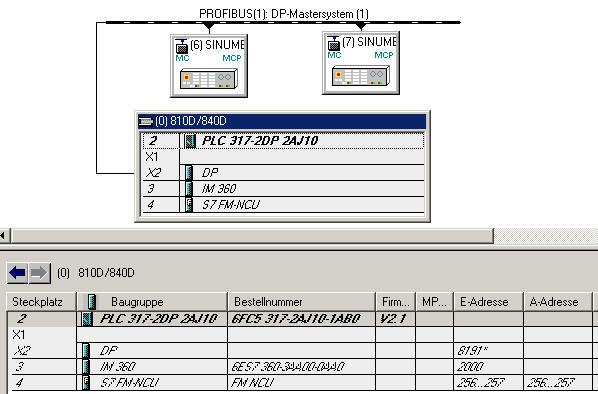
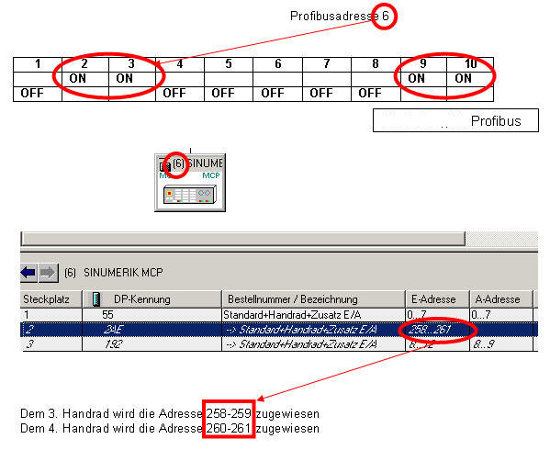
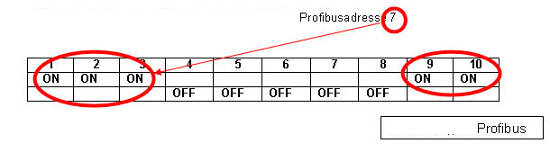
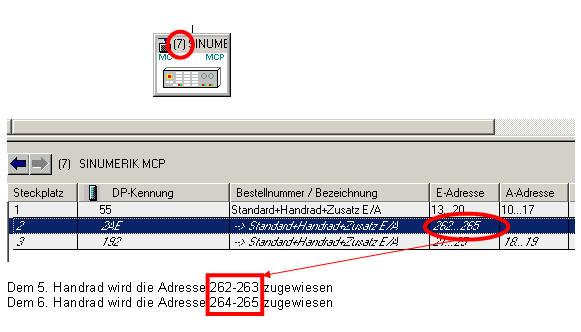
 西门子6FC5410-0AY03-0AA1
西门子6FC5410-0AY03-0AA1







 ( 359718 KB )
( 359718 KB )

 图. 图. 03
图. 图. 03


 图. 图. 06
图. 图. 06