保定西门子数控操作面板代理商
公司座右铭:真心的对待每一份报价,真诚的对待每一位客户。
公司带来销售的产品全部由西门子直接提供,所有产品保证原装,每个产品都可以到西门子办事处去检测。
我们出售的产品按照西门子质保进行保修,(保修期为一年)《选择庆惜,是您***明智的决定》。
手工打字,真心诚意的只求您给一份报价!愿意用***低的价格来跟您长期合作

“西门子数控系统近几年已经形成了以 Sinumerik 808D、828D和840D为代表的全系列产品,可以满足机床用户和*终用户的绝大部分需求。然而,西门子人并不满足这些成绩,近期,西门子又推出了Sinumerik 808D 总线版数控系统(见图1),对于用户来说,“花小钱办大事”,这是笔者对这款系统的评价。新系统是一款面向大众的产品,和同类产品相比,操作便捷,编程智能,功能丰富强大,有所乎预料,有些功能甚至可媲美同行业的系统。

Sinumerik 808D ADVANCED(总线版)(以下简称新系统)作为一款面向大众用户的数控系统,使用了Sinamics V70 驱动器及Simotics S-1FL6 伺服电动机,采用了Drive Bus 总线技术,为简易型机床提供了全新的数控系统解决方案,让更多的用户能够体验西门子系统的方便性。
一、静态测试
(1)控制面板典雅简洁,且接口丰富。新系统继承了Siemens 控制面板的风格,如图2所示,采用带有保护膜的机械式按键,用户体验还是跟西门子828D按起来的感觉相差不大。配置7.5in LCD 彩色显示器,很适合这个档次的产品。特别强调的是,新系统的机床控制面板增加了实时显示刀号的LED灯,当前使用的刀具号一目了然,加工的安全性大大提高。新系统面板有USB接口,方便用户进行程序传输,也可直接读取U盘里的程序,节省程序传输的时间。背板有以太网接口(见图3),可通过网络进行程序的传输和报警时界面抓拍相片的传输,方便用户远程管理机床,处理问题。有高防护等级的集成及分散式I/O接口和Drive Bus接口。

安装要求二、功能测评
(1)零点设定功能。此系统配有系统才有的手动零点测量功能,采用交互的界面,支持单边设定、四方分中、三点确定圆心等多种零点设定,为操作人员带了极大的便利。有个交互式的零点设定,节省了使用计算器的时间,比同类系统要方便很多。见图4、图5。
图4 零点设定
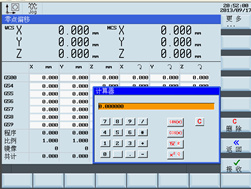
图5 计算器功能
(2)T、S、M功能。增加了T、S、M快速激活功能,用户在手工模式下很方便地实现刀具、主轴、辅助指令的激活,替代了以往通过多种模式的切换才能完成的功能。通过亲身体验,个人认为这个小功能的确为操作人员带来很大的便利。见图6。
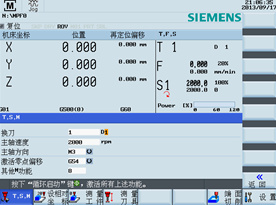
图6 T、S、M快速激活功能
(3)刀具补偿功能。支持刀具半径补偿和长度补偿通过手动和自动两种模式测量,易懂的人机交互界面,让用户减少了刀具补偿值的换算。对于使用刀具长度补偿的用户,这个功能要比其他系统方便很多,避免了很多不必要的换算。见图7。
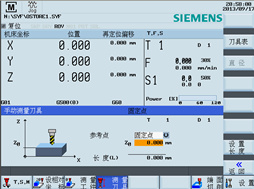
图 7 刀具补偿设定
(4)刀具创建功能。继承了西门子数控系统一贯的刀具定义风格,支持钻头、丝锥、铣刀等刀具的定义,每把刀具*多可支持9个不同的刀位点。特别是车刀的创建,还增加了刀位的示意图,对于经常把车刀刀位点搞混的用户不用再去费心记了,刀尖点的定义变得一目了然。见图8、图9。
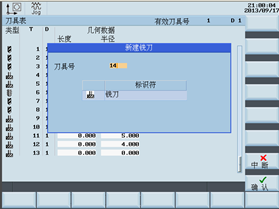
图 8铣刀创建
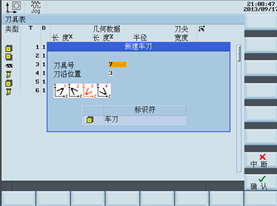
图 9 车刀创建
设计要点(5)通信功能。为用户提供了1.25M的空间存放加工程序,能满足大多数用户的需求。除此之外,在面板上还增加了一个USB接口(见图10),可扩展加工程序的存储。当然还支持以太网接口和RS232接口,满足不同的用户的需求。对于大于1.25M的程序,用户可以直接从U盘调用加工,这对于低档的数控系统加工模具很方便,可以替代DNC功能,就是不支持程序在U盘中修改。

图10 U盘调用程序加工
(6)程序模拟与实时模拟。提供强大的程序模拟功能,可以充分显示毛坯切削的过程。程序模拟功能还支持模拟界面与加工界面的随时切换,方便用户对加工程序实时监控,让首件调试变得便利。见图11。

图 11 程序模拟功能
(7)特有的编程循环。新系统提供了多种孔加工策略、车加工策略、型腔铣循环、螺纹铣循环;支持极坐标编程和增量编程;支持任意轮廓的粗精车削路径的计算;提供了多种循环语句,满足用户的编程需求,如图12所示。作为Siemens推出的一款经济型系统,丝毫没有消减在高端系统为用户提供的功能,这也许就是德国企业的精明之处吧。
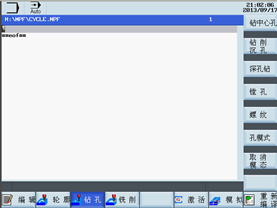
图12 Siemens编程循环
西门子TP177A操作面板技术参数介绍
(8)精优曲面加工功能。大多用户在加工曲面过程中经常碰到速度上不去,或曲面质量不满足要求,面对这种问题很头痛。新系统的精优曲面功能集成的路径规划策略,能够有效提高工件的表面加工效果,而优化的程序压缩器功能能够将众多的小线段程序拟合成样条曲线,提高程序处理速度,并同时提高工件表面粗糙度。精优曲面功能的激活与设置可以简单地在高速设定循环Cycle 832 中完成,用户只需在循环界面中,输入相应的工序和质量要求,系统便可优化加工速度和精度,保证零件的加工效率和质量。如图13所示。对于一些加工模具的小企业来说,这无疑是的好消息,无需花更多的资金,便可实现较高水平的模具加工,对用户来说也特别容易掌握。
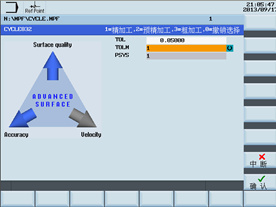
图 13 Cycle 832设置
另外,新系统在面板上还增加了程序测试和选择停止按键,支持屏幕内容的拍照,支持程序的复制,粘贴,搜索等功能。作为一款经济型数控系统,功能如此强大,令人有点意外。当屏幕抓拍时,会适时显示一个相机。利用这一功能可方便地将屏幕报警信息传输到制造商,以便快速处理问题。
(9)编程体验。新系统支持多种编程模式,支持轮廓编程,提供多种工艺循环(钻,铣,车) 人机界面,用户只需依据图样在对话式的界面中输入曲线轮廓,便可自动生成加工程序。支持ISO 式编程语言:支持常用的 ISO 式编程语言,即使没用过西门子数控系统的人员,也可按 ISO 数控系统进行程序编制。对于海量程序,新系统还支持U盘的在线加工和DNC加工;在程序编辑中还提供了常用函数的快捷输入;支持加工过程中断后的继接。
(10)培训软件。Simunerik 808D 总线版 on PC 是一款集学、培训和离线编程功能于一体的免费电脑软件。它具有与真实数控系统相同的功能与操作界面,并能够在其上进行和实际机床相同的操作与编程。通过虚拟机床控制面板,用户更容易掌握操作和编程。
三、深度动态测试
以上介绍了那么多功能,使用效果到底怎么样,还是通过典型零件的加工来说明吧。为了更好的体验新系统的优缺点,我们各通过数控车和数控铣分别加工一个零件。
1.808D 总线版T数控车系统
工件如图14所示,加工要素分别为端面、外圆、槽、螺纹和球面。采用手工编程,零件比较简单,主要测试数控系统编程的易用性,操作的方便性以及扩展功能(不带Y轴)。机床类型:浙江丽伟 (leadwell) 型号:T-6M
西门子触摸屏结合西门子PLC在闭环控制的变频节能系统中的应用是一种自动控制的趋势。触摸屏和PLC在闭环控制的变频节能系统中的使用,可以让操作者在触摸屏中直接设定目标值(压力及温度等),通过PLC与实际值(传感器的测量值)进行比较运算,直接向变频节能系统发出运算指令(模拟信号),调节变频器的输出频率。并可实时监控到被控系统实际值的大小及变频器内的多个参数,实现报警、记录等功能。一般PLC结合触摸屏的闭环调节的变频节能系统如下图所示。

图1 触摸屏结合PLC控制的变频节能系统示意图
2、闭环控制的变频节能系统用途
闭环控制的变频节能系统用途很广,各种场合的变频节能系统的拖动方式及控制方式各有不同,具体应用时应根据实际情况选择设计。下面列举一些:
中央空调节能:冷冻泵、冷却泵、主机、却塔风机、风机盘管等。
恒压供水:水厂一、二级泵,供水管网增压泵、大厦供水水泵等
锅炉:引风机、送风机、给水泵等,变频节能系统的控制调节预处理信号由锅炉自动控制系统、DCS或多冲量控制系统给出。
汽轮机:循环泵、凝结泵等,其控制调节预处理信号由汽轮机自动控制系统及DCS给出。
纯水处理系统:软化水泵、增压泵等。
洁净室:增压风机、FFU群控等等。

西门子TP177A操作面板技术参数介绍
3、整个闭环控制的变频节能系统的组成设备及其作用
(1) PLC选用SIEMENS公司的S7-200系列:由CPU224XP、DIDO模块、AIAO模块组成。PLC作为控制单元,是整个系统的控制核心。其主要的作用要体现以下几方面:
① 完成对系统各种数据的采集以及数字量与模拟量的相互转换。
② 完成对整个系统的逻辑控制及PID调节的运算。
③ 向触摸屏提供所采集及处理的数据,并执行触摸屏发出的各种指令。
④ 将PID运算的数据结果转换成模拟信号,作为调节变频器的输出频率的控制信号。
⑤ 通过通信电缆及USS4协议完成对变频器内部参数读写及控制。
(2) 触摸屏采用SIEMENS公司MP370: 其主要作用如下
① 可实时显示设备和系统的运行状态。
② 通过触摸向PLC发出指令和数据,再通过PLC完成对系统或设备的控制。
③ 可做成多幅多种监控画面,替代了传统的电气操作盘及显示记录仪表等,且功能更加强大。
(3) 变频器:采用SIEMENS公司440系列,通过USS4协议可由触摸屏通过PLC设置其内部的部分参数,根据PLC发送过来的数据(模拟量)值调节水泵或风机的转速,并将其内部运行参数反馈到PLC。
(4) 压力、温度等传感器:将被控制系统(水系统或风系统)的实际参数值转变成电信号上传至PLC。
(5) 电气元件:给PLC、触摸屏、变频器及传感器等供电,完成各种操作及驱动等。
4、触摸屏画面设计
触摸屏画面由ProTool等软件进行设计,然后先通过编程电脑调试,合格后再下载到触摸屏。触摸屏画面数应在其存储空间允许的范围内,各画面之间尽量做到可相互及强制切换。
产品简介(1)主画面的设计
一般的,可用欢迎画面或被控系统的主系统画面作为主画面,该画面可进入到各分画面。各分画面均能一步返回主画面。若是将被控主系统画面作为主画面,则应在画面中显示被控系统的一些住要参数,以便在此画面上对整个被控系统有大致的了结。
(2)控制画面的设计
该种画面主要用来控制被控设备的启停及显示变频器内部的参数,也可将变频器参数的设定做在其中。该种画面的数量在触摸屏画面中占的*多,其具体画面数量由实际被控设备决定。
(3)参数设置页面的设计
该画面主要是对变频器的内部参数进行设定,同时还应显示参数设定完成的情况,实际制做时还应考虑加密的问题。
(4)实时趋势页面的设计
该画面住要是以曲线记录的形式来显示被控值、变频器的主要工作参数(如输出频率)等的实时状态。
(5)信息记录页面的设计
该画面主要是记录可能出现的设备损坏、过载、数值范围和系统急停等故障。另外该画面还可记录各设备启停操作,作为凭证。
(6)节能画面的设计
该画面主要是记录和显示变频器的累积用电数及实时节电状态,以便向用户展示变频节能的好处,也可用来与其它的节电测量作比较。
5、PLC程序设计
PLC程序由S7-200编程软件进行设计,然后通过编程电脑下载到PLC进行联机调试,合格后即可使用。PLC在编程前应先对各功能程序段的地址进行规划,以免重复使用同一地址,造成误动。
(1)逻辑功能的设计
这部分程序主要是完成各变频器、水泵(或风机)的启动停止、联动、联锁及自动投切等等功能,一般在离线状态下就能完成软件逻辑功能的测试。
(2)PID功能的设计
通过S7-200中的PID向导可完成PID调节程序,具体应用时需根据实际被控设备及采样设备决定其配置。
(3)采样程序的设计
采样元件使用标准配置时,应注意采样AD转换后的具体数据是否与PID及显示等程序配套,实际制做时还应考虑采样是多路且相关联的情况。
(4)PLC与变频器通信程序的设计
SIEMENS S7-200PLC与SIEMENS 430等变频器的通信一般使用USS4协议程序来完成,该程序的主要目的是监控变频器的实时运行状态。
(5)其它辅助程序的设计
PLC程序在实际编程过程中,需考虑对一些程序进行修补,尽量减少程序漏洞,反复推敲,不断的结完善。
结束语
在闭环控制的变频节能系统中采用触摸屏可以使用户简单直观监控整个中央空调变频节能系统及与其相关联的设备和系统,提高了整个被控系统以及企业的自动化程度和硬件档次。

