角焊缝在焊缝中属于比较常见的一种焊缝形式,相比较对接焊缝,坡口焊缝要难很多。在实际超声波探伤过程中,检测方法、判断波形就显得尤为重要。用超声波检测角焊缝,移动探头寻找缺陷的前后、左右(锯齿)、环绕、转角方法都与探测对接焊缝缺陷的方法相同,但特别要注意,必须熟悉未溶合缺陷波的反射特点,当超声波主声束垂直于角焊缝坡口直段时讯号反射强,如果这时探头沿角焊缝方向平移,未熔合缺陷反射波基本不发生变化,若固定探头前端,使主声束向左或向右转动α角时,该反射波成对称性减弱,即探头转动α角,其反射波变化包络线如图1。

图1 探头转动与反射波变化
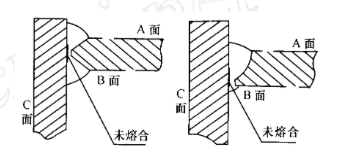
图2 K型坡口 图3 U型坡口
水平定位测量可发现,未熔合缺陷在坡口直段边缘,其中K型坡口缺陷深度在角焊缝中部;半U型坡口缺陷深度在根部。分别见图2和图3。该情况经多次返修和解剖证实。
用超声波检测判断角焊缝未熔合位置的规律:要特别注意区分根部未熔合与焊缝底角反射的强度和位置
,探伤操作人员应经训练,具有一定的实践经验,另外,探伤面应选择如图2、图3的A、B两面,即使是用斜探头横波抽查检测50%长度的焊缝,也应选择图3A面进行检测,不要只取50%长度的A、B两面。在实际工作中,要防止漏检,在制度上规定两名操作人员相互复检有缺陷和有疑问的位置。在检测时,尽可能使用短前沿斜探头,用一次波检测,这样较易检出缺陷,正确定位。
超声波检测未熔合缺陷,探头K值的选择是十分关键的。在实践中反复对比、分析、试验,检测K型坡口角焊缝缺陷的斜探头用K=1.8~2.2范围,经验证明用K=2佳;检测半U型坡口角焊缝缺陷的斜探头,用K=2.2~2.6范围,选用K=2.5佳,对每个探头的测量K值应到0.1,若检测前和检测后复核探头K值的变化过0.1时,对检测结果应作必要的校正。严重的未熔合还可用直探头在图2、图3的C面检测到,未熔合位置及其产生原因,角焊缝直段一边的母材较厚,焊接时散热较快,易产生未熔合缺陷;而坡口另一边即斜边母材较薄,散热较慢,因此较易与焊条熔合在一起,不易产生未熔合缺陷,从操作者来说,一般焊工焊对接焊缝比较有经常以对接焊缝办法来焊角焊缝,焊角焊缝应使电弧在直段多停留一些时间,否则就会产生未熔合缺陷,为此,特提醒角焊焊工的新手注意,新手们所焊的角焊缝的线状未熔合缺陷较多,常常要返修2~3次才合格。而熟练的角焊焊工,即使出现未熔合缺陷,大多是间断性的,常常一次返修合格。
对角焊缝的焊接,工艺部门在工艺上应特别警示焊工在焊接时增加坡口直段的电弧停留时间,必要时,倾斜工件焊接。由此可见焊角焊和焊对接焊缝的工艺是有明显差异的。另外,在角焊缝坡口打磨时,其直段还应特别干净。
见图4
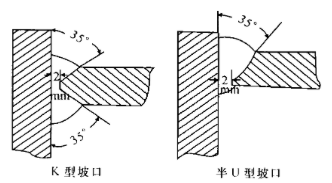
图4 角焊缝未焊前装配相互位置
