6GK5 310-0FA00-2AA3
SIEMENS上海朕锌电气设备有限公司
手机 (万女士)
微信W
电话
公司 网址 http://zhenxindianqi.cn/
Q Q 2779823058
传真
本公司代理系列如下
CPU PLC模块(西门子代理)销售西门子S7/200/300/400/1200/1500PLC/变频器/人机界面/触摸屏/西门子通讯电缆/现场总线、
西门子电缆 拖缆 网线 DP接头
手机 (万女士)QQ 2779823058
价格优品质好保证质量 是一家值得让您信用 买的省钱
用的安心
就来上海朕锌电气设备有限公司 欢迎您前来采购 询价
【一诺千金诚信交易】【长期销售、安全稳定】
【称心满意、服务动力】【真诚面对、沟通无限】
【质量、客户满意】
西门子 知其巧 用其妙
真诚对待您的每一次来电

流程一:1、客户确认所需采购产品型号
流程二:2、我方会根据询价单型号查询价格以及交货期,拟一份详细正规报价单
流程三:3,客户收到报价单并确认型号无误后订购产品
流程四:4、报价单负责人根据客户提供型号以及数量拟份销售合同
流程五:5、客户收到合同查阅同意后盖章回传并按照合同销售额汇款到公司账号
流程六:6、我公司财务查到款后,业务员安排发货并通知客户跟踪运单

西门子代理商-上海朕锌,库存大量西门子PLC,产品种类、型号齐全,涵盖了西门子200系列PLC、西门子300系列PLC及其EM221模块、EM222模块、EM223模块、EM231模块、EM232模块、EM235模块、PPI电缆、MPI电缆、5611卡、SM321、SM322、SM323、SM331、EM332模块等,S7-200系列主机包括CPU224CN、CPU226CN、CPU224XP,S7-300系列主机包括CPU312、CPU313、CPU314、CPU315-2DP等,价格低,交货速度,质量保证。

西门子PLC代理,西门子授权代理商,上海西门子代理,西门子上海代理商,电机代理,上海西门子PLC代理,上海西门子一级代理,上海西门子变频器代理,上海西门子销售商,代理西门子电机,西门子代理 一级代理 西门子代理 ,西门子S7-300PLC,西门子s7-200plc ,S7-200PLC代理,PLC代理,西门子PLC,西门子PLC代理,,西门子代理,上海西门子PLC代理,S7-200PLC代理,S7-300西门子PLC,plc模块,西门子plc编程线,plc编程电缆
西门子S7-300系列产品
1.液压伺服系统简介
液压伺服系统以其响应速度快(相对于机械系统)、负载刚度大、控制功率大等的优点在工业控制中得到了广泛的应用。而电液伺服系统是通过使用电液伺服阀,将小功率的电信号转换为大功率的液压动力,从而实现了一些重型机械设备的伺服控制。
1.1 液压伺服系统的组成
液压伺服系统主要由以下几部分组成(如图 1):
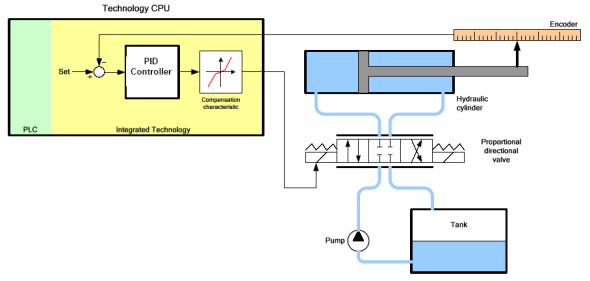
图1. 液压伺服系统
使用TCPU控制液压伺服系统时,TCPU就是该系统中的控制器;TCPU可以通过脉冲或者模拟量输出来控制比例换向阀的开度和方向从而控制液压缸的运动方向和速度;测量反馈系统可以由设备编码器或者模拟量信号通过IM174接口模板或模拟量输入模板将信号反馈给TCPU。
1.2 液压伺服系统与电气伺服系统区别
控制电气伺服系统时,执行机构(通常为伺服电机)能够根据速度给定改变运行速度,响应快,动态特性好,给定与输出之间呈线性比例关系;而液压伺服系统由其液压油的物理特性决定了其响应速度和动态特性都较低,而且在液压伺服系统启动、停止以及换向时都会出现大滞后性,这样就导致输出给定与执行速度之间的关系并不是线形的(如图 2),这样,一旦我们还以控制线性电气轴的模型来控制非线性液压轴时,速度会非常不稳定,而且位置闭环会不停的修正由速度不稳定所带来的位置偏差,这时液压执行机构就会来回跳动或者抖动,造成定位误差大甚至损坏机械设备。所以我们在控制液压伺服系统时就应该先了解该系统的给定与输出之间的关系,确定补偿曲线来保证执行机构平稳运行。
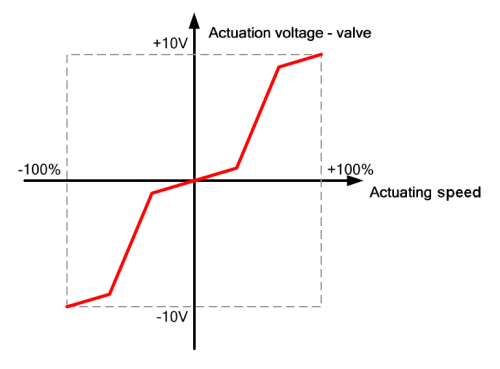
图 2. 给定与实际速度的关系
在 TCPU 中,补偿曲线可以由多种方法来确定,例如 S7T Config 中的 Trace 工具,根据输出不同的给定值和实际的速度值来确定差补点,将差补点的值以表格的方式添入到 Cam Disk (凸轮盘)中。
本文主要介绍使用自动获得补偿曲线功能块 FB 520“GetCharacteristics” 和 FB 521“WriteCamData”来确定差补曲线。
2.系统结构及软硬件要求
2.1 系统结构
本系统的给定和反馈均使用高性能ET200M带AI/AO模板来实现(如图 3):
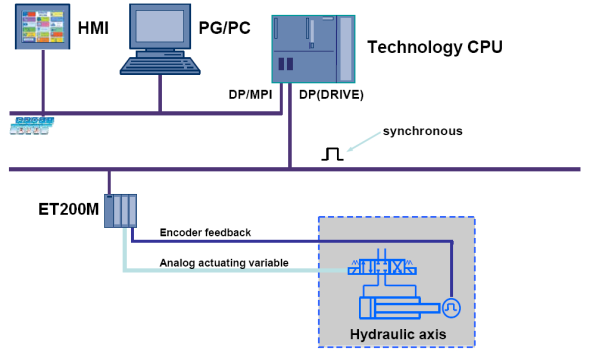
图 3. 系统结构图
2.2 硬件及软件要求
| 名称 | 数量 | 订货号 |
| CPU 315T-2 DP | 1 | 6ES7315-6TG10-0AB0 Or 6ES7315-6TH13-0AB |
| Firmware: V2.6 | ||
| Or CPU 317T-2 DP | 1 | 6ES7317-6TJ10-0AB0 Or 6ES7317-6TK13-0AB0 |
| Firmware: V2.6 | ||
| Micro Memory Card 4MB | 1 | 6ES7953-8LM20-0AA0 |
| Interface module IM174 | 1 | 6ES7174-0AA00-0AA0 |
| Or ET200M / ET200S | 1 | 6ES7 153-2BA02-0XB0 or 6ES7 151-1BA02-0AB0 |
| STEP 7 | 1 | 6ES7810-4CC08-0YA7 Version: V5.4 以上 |
| S7 Technology | 1 | 6ES7864-1CC41-0YX0 Version: V4.1 以上 |
表 1. 硬件及软件要求
3.项目配置过程:
3.1 硬件组态
在 SIMATIC 管理器中创建新的项目并添加一个 SIMATIC 300 站点。根据实际硬件配置硬件组态,本例中使用模拟量输入输出作为给定和反馈信号。组态模拟量输入输出并分配 I/O 地址(图 4);
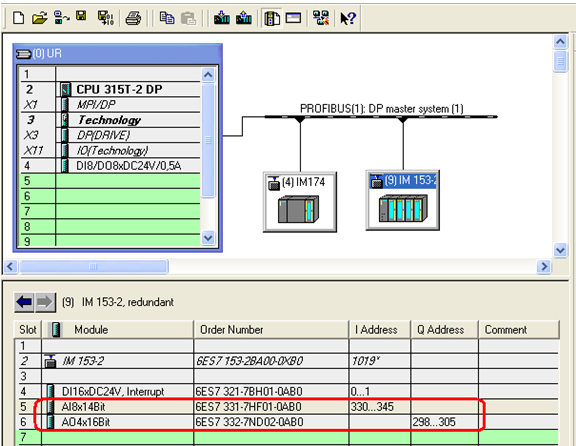
图 4. 硬件组态
3.2 在 S7T Config 中配置液压轴
在 S7T Config 的浏览器中,双击“插入轴”(Insert axis)(图 5)
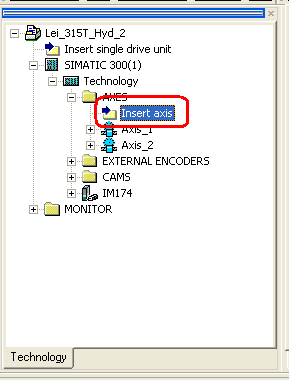
图 5. 插入液压轴
在“常规”(General) 选项卡中,选择“速度控制”(Speed control) 和“定位”(Positioning) 控制然后打开轴向导;
在轴类型话框中,选择“液压”(Hydraulic) 轴类型。 将阀类型定义为“Q 阀”(Q valve)(图 6)。
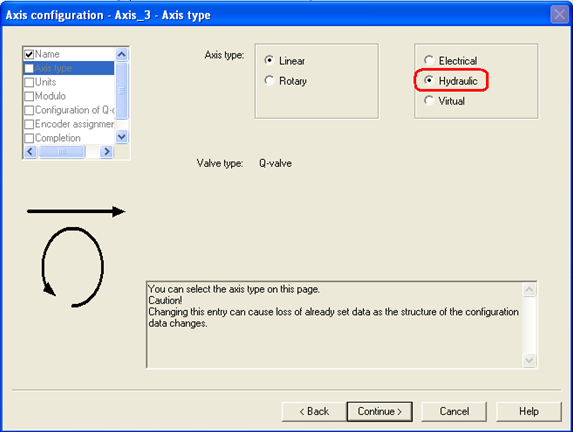
图 6. 选择轴的类型
配置完液压轴的物理单位及模度后,进入到输入输出的配置界面,并选择其输出方式模拟量输出模板(图7 );
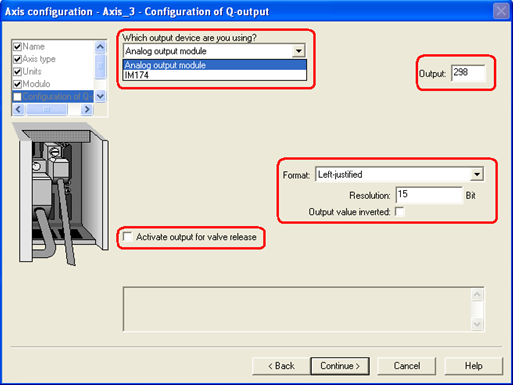
图 7. 选择输出方式
选择输出设备为模拟量输出模块,填入相应参数:
点击继续进入到位置反馈参数界面,填入使用的模拟量输入的地址(图 8):
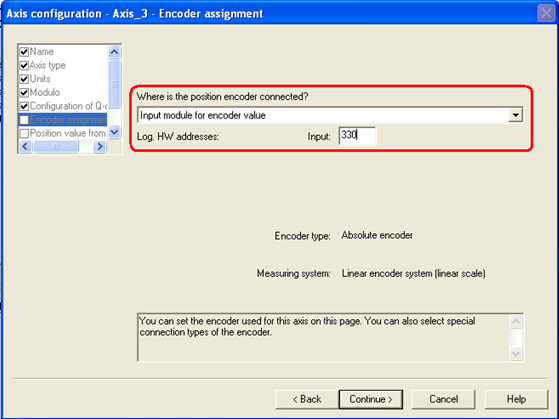
图 8. 选择反馈方式
点击继续,进入到位置反馈参数分配界面(图 9):
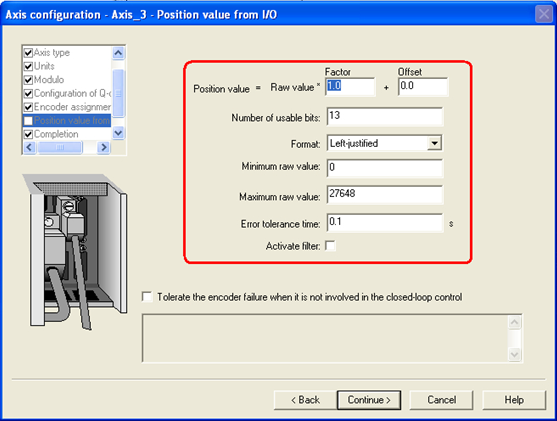
图 9. 反馈参数分配
相关输入参数:
分配完所有参数,单击“完成”(Finish) 退出轴组态对话框。
3.3 建立补偿曲线凸轮盘
根据前文所提到的,液压伺服系统需要确定一条补偿曲线来线性化输出变量与液压轴速度之间的关系。在 TCPU 中通过使用凸轮盘(Cam Disk)工艺对象来确定补偿曲线,液压伺服轴的补偿曲线反映了液压比例阀输出给定与液压轴速度之间的对应关系。由于本文使用功能块 FB 520 “GetCharacteristics” 和 FB 521“WriteCamData” 来自动获得补偿曲线,所以需要建立两个凸轮盘(Cam Disk)来确定补偿曲线。其中个凸轮盘是用来测量、寻找补偿点,而测量后的结果会写入到另外一个凸轮盘,这个被写入的凸轮盘也就是当前液压伺服系统的终补偿曲线。
在 CAMS 下面建立两个凸轮盘,分别取名为:Cam_Profile 与 Cam_Reference,并填入两个差补点描绘一条输出给定与执行速度间的参考关系曲线,如图 10:
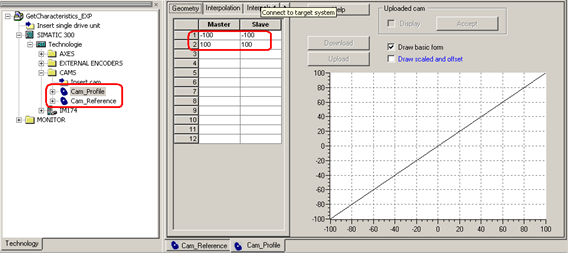
图 10. 建立补偿曲线凸轮盘
做好以上工作后,将 S7T-Config 存盘编译,并将组态好的轴和凸轮盘等工艺对象生成相应的工艺对象数据块,并下载到 TCPU。本例中工艺对象数据块对应为:
4.编写用户程序
4.1 使用 FB 520 和 FB 521 自动获得补偿曲线
FB 520 “GetCharacteristics” 和 FB 521“WriteCamData”两个功能块并没有在 S7-Tech 库中提供,所以需要到以下链接下载例子项目,并将项目中的FB520和FB521复制到自己的项目中来。
下载链接:27731588
4.2 FB 520 和 FB 521 的功能介绍
4.2.1 FB 520 “GetCharacteristics”
通过该功能块,系统能够执行测量并得到当前液压系统的补偿曲线,并将相应的Cam Disk激活为当前液压系统的Profile。其内部调用结构如图 11:
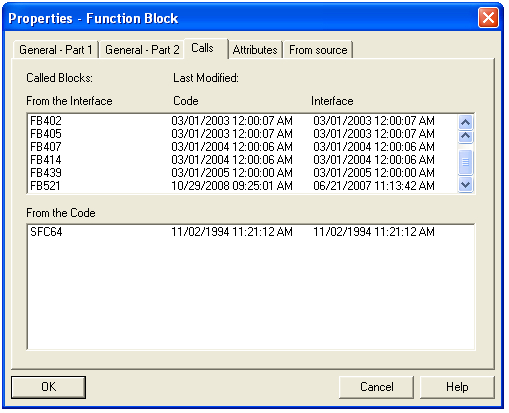
图 11. FB 520 结构
4.2.2 FB 521 “WriteCamData”
该功能块能够将测量的补偿曲线写入到相应的Cam Disk中。其内部调用结构如图 12:
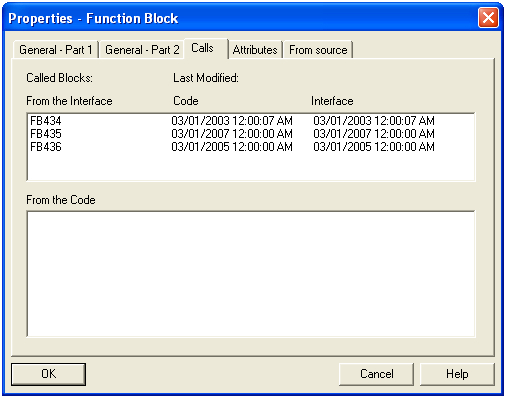
图 12. FB 521 结构
由这两个功能块的结构图可以看出,其内部调用了很多S7-Tech里面的功能块,所以需要将这些功能块复制到当前的项目中来。而且,可以看到在FB520功能块内部已经调用了FB521,所以只要保证FB 521在项目中存在就可以了,不需要在程序中单独调用。表 2 为FB520,FB521所使用到的S7-Tech功能块:
| PLC-Open FB | 功能 |
| FB 402 “MC_Reset” | 复位可能出现的错误 |
| FB 405 “MC_Halt” | 停止轴运动 |
| FB 407 “MC_WriteParameter” | 写系统参数 |
| FB 414 “MC_MoveVelocity” | 使轴运动,并可改变其运行速度 |
| FB 434 “MC_CamClear” | 删除一个凸轮盘中的所有插补点 |
| FB 435 “MC_CamSectorAdd” | 插入一个新的插补点到凸轮盘中 |
| FB 436 “MC_CamInterpolate” | 修改凸轮盘的插补点 |
| FB 439 “MC_SetCharacteristics” | 激活一个凸轮曲线作为液压阀的特性曲线 |
表 2. 使用的 S7-Tech 功能块
4.2.3 FB520的管脚及其定义(图 13 及表 3):
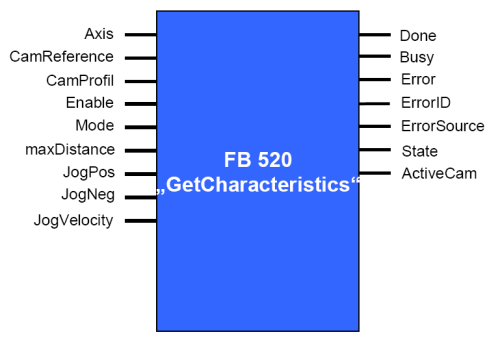
图 13. FB 520 管脚定义
| 名称 | 含义 |
| 输入参数 | |
| Axis | 液压轴工艺DB号 |
| CamReference | 执行测试时的参考凸轮盘的工艺DB号 |
| CamProfil | 终要写入的凸轮盘的工艺DB号 |
| Enable | 使能 |
| Mode | 执行模式 |
| maxDistance | 执行测试时的大移动距离 |
| JogPos | 正向点动 |
| JogNeg | 负向点动 |
| JogVelocity | 点动速度 |
| 输出参数 | |
| Done | 测量完成 |
| Busy | 忙 |
| Error | 有错误 |
| ErrorID | 错误代码 |
| ErrorSource | 错误源 |
| State | 当前状态 |
| ActiveCam | 当前执行的凸轮盘的工艺DB号 |
表 3. FB 520 管脚定义
4.3 在OB1中调用FB520(图 14)
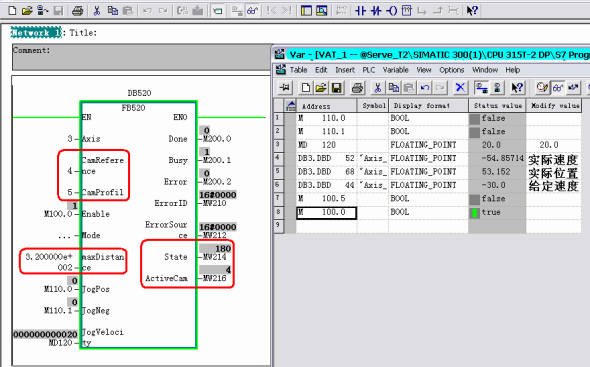
图 14. 在 OB1 中调用 FB 520
使用步骤:
4.4 FB 520 “GetCharacteristics” 的测量原理(图 15)
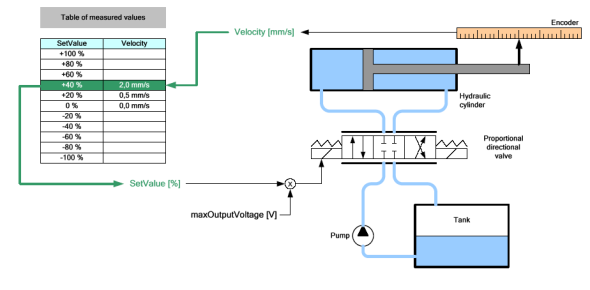
图 15. FB 520 的测量原理
4.5 FB 520 “GetCharacteristics” 补偿曲线的写入过程(图 16):
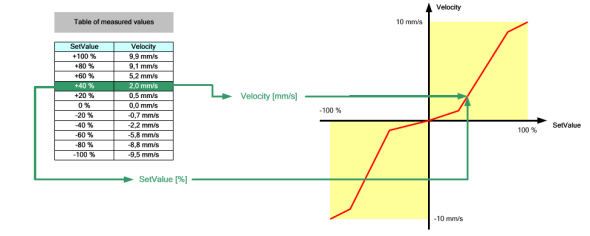
图 16. 补偿曲线的写入过程
4.6 FB 520 “GetCharacteristics” 执行时的基本步骤
4.7 FB 520 “GetCharacteristics” 的 42 种执行状态(图 17):
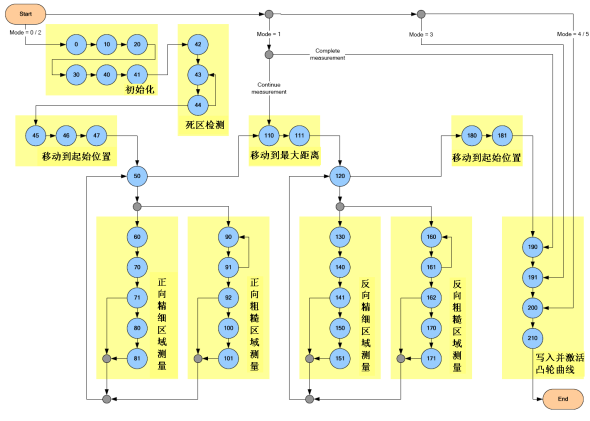
图 17:FB 520 的42种执行状态(State)
5.执行结果
在FB520执行自动检测之后,可以通过在线的方式察看测量出来的补偿曲线,如图 18:
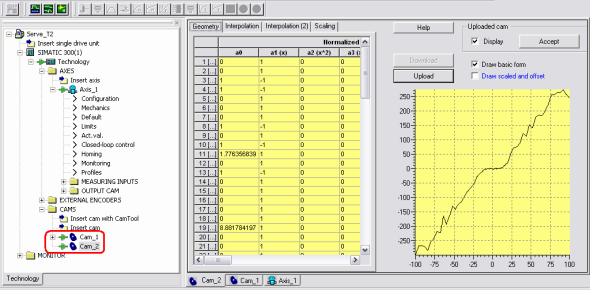
图 18. 在线察看测量出来的补偿曲线
到这里为止,液压伺服轴的补偿曲线已经建立,在 TCPU 中就可以使用其定位功能块对液压轴进行控制了,控制器会自动使用补偿曲线中的速度对应关系调节输出。有关更多液压轴的使用请参考 TCPU 手册
1 系统概述
MASTERDIVE 家族的6SE70系列变频器包含VC和 MC两种变频器。
MC 专门应用于运动控制系统,广泛应用于精加工行业:车床,印刷,纺织,机械加工等。
使用MC控制器可实现如下功能:
•® 速度控制
•® 位置控制
•® 装置之间的角同步控制
MC中包含模块化的软件设计:
•® 强大的自由功能块(包含基本定位功能)
•® 工艺软件包F01
MC系统的功率部分与VC的功率部分相同,按照不同装置结构可划分为(见图1):

图1
其中增强书本型装置,控制板与功率元件为一体,以得到更加紧凑的结构,而书本型装置和装机装柜型装置则拥有独立的电子箱,控制板可以插拔,方便更换。更换书本型或装机装柜型装置的控制板后,操作如下:

图2
2 编码器的使用
MC要实现定位控制,需要使用编码器作为速度和位置的反馈信号。
编码器在安装使用上分为电机编码器,外部编码器。二者可以同时使用,也可以单独使用。
电机编码器,安装在电机轴上,可以测量电机的转速以及电机的位置,同时可以通过机械设备的变比关系,反映出机械设备的位置。
外部编码器,安装在机械设备上,用于检测设备的位置,可以更准确地反映终机械设备的位置。
电机编码器需要将编码器板装在C槽。
可以使用的编码器类型,以及编码器接口模板如图3所示
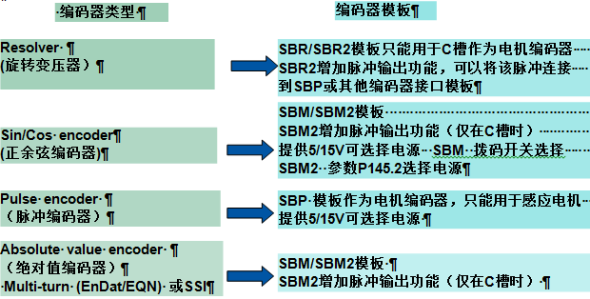
图3
3 电机类型
MC控制器可以驱动同步电机,异步电机, 类型通过P095进行选择。(图4)

图4
注意:
在使用永磁同步电机时,需要注意转子零点的问题。
西门子标准同步伺服电机在出厂时,已经保证编码器的零点与转子零点对应,此时需要保证动力电缆的相序U,V,W与变频器的输出相序相同。
对于没有确定转子极位置的同步电机,或者用户自己更换了编码器,需要进行转子零点的校正,否则会导致电机失控。
4 系统设定
4.1 恢复工厂设定
次使用MC控制器,首行参数的工厂复位,保证参数恢复到工厂设定值。
 西门子6SE7041-2WL84-1JC1
西门子6SE7041-2WL84-1JC1
图5
4.2使用西门子标准电机时的系统参数设定

图6
4.3 第三方电机设定
当使用第三方电机时,如果用户想要使用标准的控制方案则需要首行下列操作。
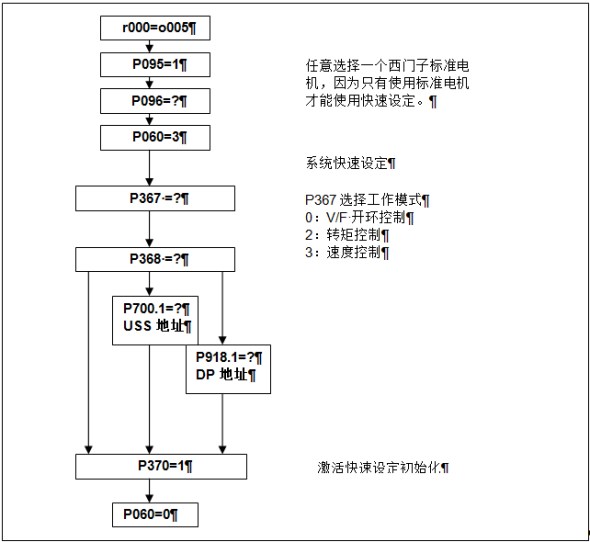
图7
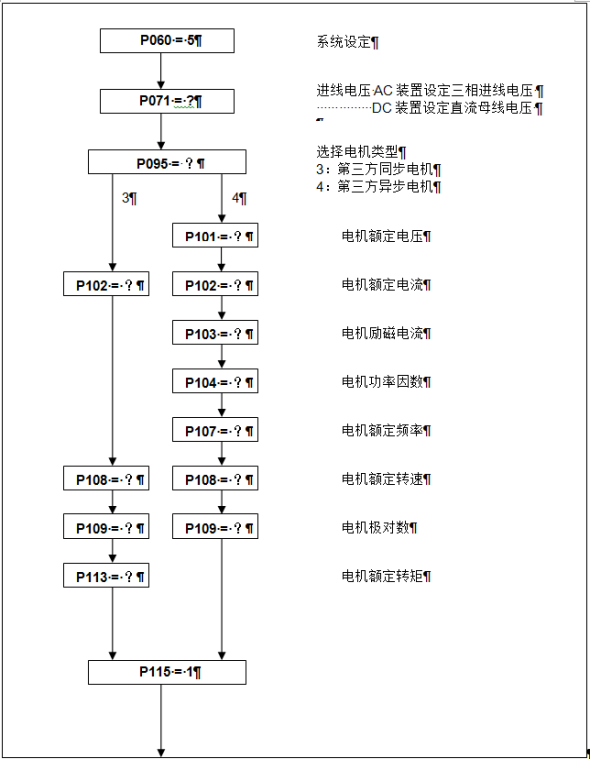
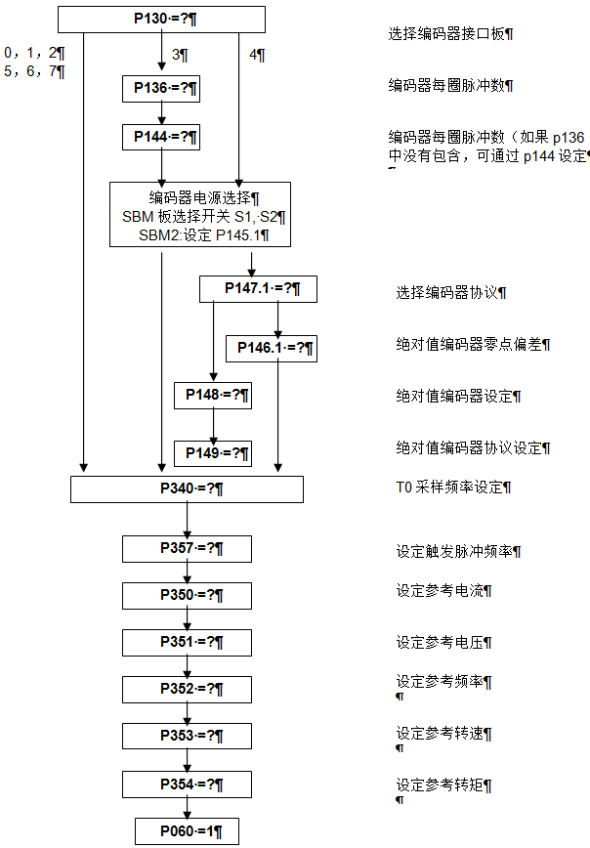
图8
由于第三方电机通常不提供电机的阻抗等参数,所以需要进行优化来寻找这些电机的参数:

图9
5 系统标准配置(p368)
p368=1 端子控制
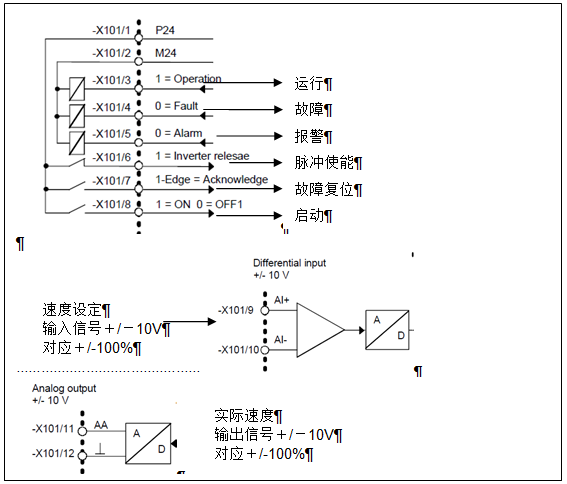
图10
p368=2端子和固定频率设定控制
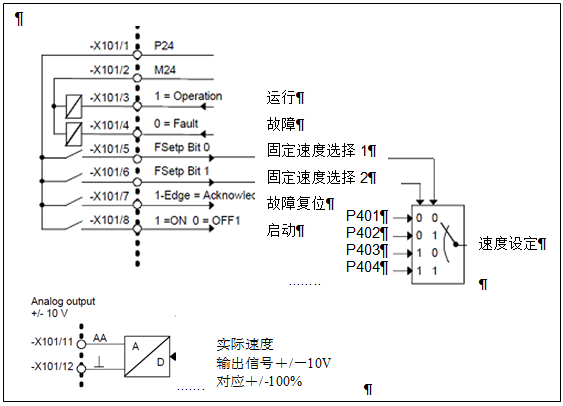
图11
p368=3端子和电动电位计设定控制

图12
p368=0 PMU面板控制(仅对于书本型和装机装柜型装置)

图13
p368=4 USS通讯控制

图14
p368=6 PROFIBUS DP 通讯控制

图15
6 DriveMonitor软件调试
打开软件,设置连接端口:
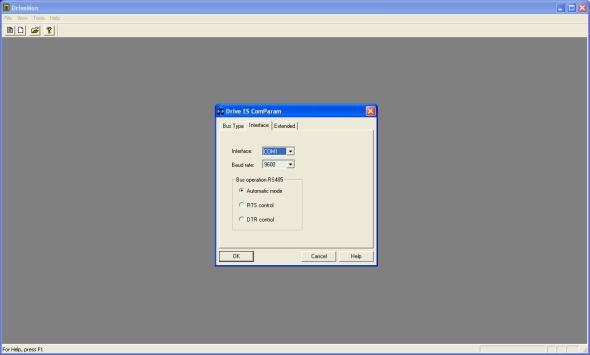
图16
选择装置类型,建立参数表:

图17
进入参数表,选择在线连接按钮:

图18
打开屏幕下部工具栏的操作面板:

图19
激活主控请求,可以通过该操作面板进行控制(必须首先完成系统参数设定)

图20
7 激活位置控制器
在保证速度模式能正常工作后,如果需要使用MC系统的定位功能,则需要手动激活位置控制器。
设定P210=1即可。通常采用的定位方式有如下三种:
1.® 直接位置控制
在该方式下,通过参数P209设定目标位置,在启动命令后,电机直接运行到目标位置,该模式比较简单,但是容易产生冲击,因此在设定目标位置的时候,尽量将设定位置经过斜坡发生器的方式作为给定,以避免位置设定的阶跃。
2. ®基本定位功能
在MC的自由功能块中,专门开发了基本定位功能,可以实现一些简单的定位操作,能够满足绝大部分的定位控制。详细操作及描述见基本定位功能简单调试手册。
3.® F01工艺软件
在MC中同时集成了更加全面的定位控制工艺包,可以满足多种复杂的定位控制要求,但是要使用该软件包,需要购买授权码,来激活该工艺包。关于F01工艺软件的使用,请参考F01简单调试手册。
6RA70 (三相桥B6C)
6RA7018-6DS22-0 3AC 400V 485V 30A 325V 5A
6RA7025-6DS22-0 60A 10A
6RA7028-6DS22-0 90A 10A
6RA7031-6DS22-0 125A 10A
6RA7075-6DS22-0 210A 15A
6RA7078-6DS22-0 280A 15A
6RA7081-6DS22-0 400A 25A
6RA7085-6DS22-0 600A 25A
6RA7087-6DS22-0 850A 30A
6RA7025-6GS22-0 3AC 575V 690V 60A 325V 5A
6RA7031-6GS22-0 125A 10A
6RA7075-6GS22-0 210A 15A
6RA7081-6GS22-0 400A 25A
6RA7085-6GS22-0 600A 25A
6RA7087-6GS22-0 800A 30A
6RA7086-6KS22-0 3AC 690V 900V 720A 30A
6RA70(三相反并桥) (B6) A (B6) C
6RA7013-6DV62-0 3AC 400V 420V 15A 325V 3A
6RA7018-6DV62-0 30A 5A
6RA7025-6DV62-0 60A 10A
6RA7028-6DV62-0 90A 10A
6RA7031-6DV62-0 125A 10A
6RA7075-6DV62-0 210A 15A
6RA7078-6DV62-0 280A 15A
6RA7081-6DV62-0 400A 25A
