镜面--是金属切削加工的理想境界,是提高机械部件使用寿命的*有效手段。
镜面--是机械切削加工后,得到非常好粗糙度的传统代名词,能清晰倒影出物品影像的金属表面。
无论用何种金属加工方法加工,在零件表面会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。这就是零件加工后的表面粗糙度,过去称为表面光洁度。*规定表面粗糙度的参数由高度参数、间距参数和综合参数组成。
获得镜面的机械加工方法有:去除材料方式、无切削方式(滚压加工)。
去除材料加工方式有:磨削、研磨、抛光、电火花。
无切削加工方式有:滚压(采用镜面工具)、挤压。
零件图除了图形、尺寸这外,还必须有制造零件应达到的一些质量要求,一般称为技术要求。技术要求的内容通常有:表面粗糙度、尺寸公差、形状和位置公差、材料及其热处理 、表面处理等。下面先介绍表面粗糙度及其注法。
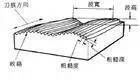
加工方法对照
|
表面特征 |
表面粗糙度(Ra)数值 |
加工方法举例 |
| 明显可见刀痕 | Ra100,Ra50,Ra25 | 粗车,粗刨,粗铣,钻孔 |
| 微见刀痕 | Ra12,5,Ra6,3,Ra3,2 | 精车,精刨,精铣,粗铰,粗磨 |
| 看不见加工痕迹,微辩加工方向 | Ra1,6,Ra0,8,Ra0,4 | 精车,精磨,精铰,研磨 |
| 暗光泽面 | Ra0,2,Ra0,1,Ra0,05 | 研磨,珩磨,精磨,抛光 |
二、表面粗糙度的概念
在机械学中,粗糙度指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。它是互换性研究的问题。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。
零件表面经过加工后,看起来很光滑,经放大观察却凹凸不平。表面粗糙度,是指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是由所采取的加工方法或其他因素形成的。零件表面的功用不同,所需的表面粗糙度参数值也不一样。零件图上要标注表面粗糙度符号,用以说明该表面完工后须达到的表面特性。
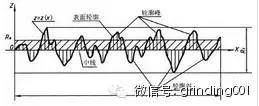
无论采用加工方法所获得的零件表面,都不是*平整和光滑的,放在显微镜(或放大镜)下观察,都不得可以看到微观的峰谷不平痕迹,如图1所示。表面上这种微观不平滑 情况, 一般是受刀具与零件间的运动、摩擦,机床的振动及零件的塑性变形等各种因素的影响而形成的。表面上所具有的这种较小间距和峰谷所组成的微观几何形状特征,称为表 面粗糙度。
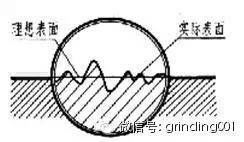
图1 表面粗糙度概念
表面粗糙度是评定零件表面质量的一项技术指标,它对零件的配合性质、耐磨性、抗腐象征性、接触刚度、抗疲劳强度、密封性质和外观等都不得有影响。因此,图样上要根据零 件的功能要求,对零件的表面粗糙度做出相应的规定。评定表面粗糙度的主要参数是轮廓算术平均偏差Ra,它是指在取样长度L范围内,补测轮廓线上各点至基准线的距离yi(如图2)的算术平均值,它是指在取样长度L范围内,被测轮 廓线上各点至基准线的距离yi(如图12)的算术平均值,可用下表示:-----------或近似表示为:----------- 轮廓算术平均偏差可用电动轮廓仪测量,运算过程由仪器自动完成。根据GB/T1031-1995F规定(另外还有GB/T3525--2000以可同时查阅),Ra数值愈小,零件表面愈趋平整光滑 ;Ra的数值,零件表面愈粗糙。
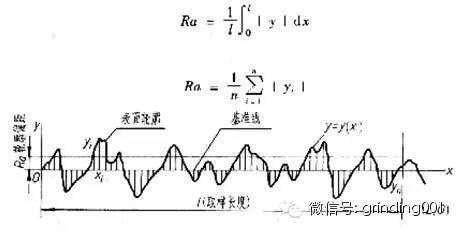
图2 轮廓算术平均编差
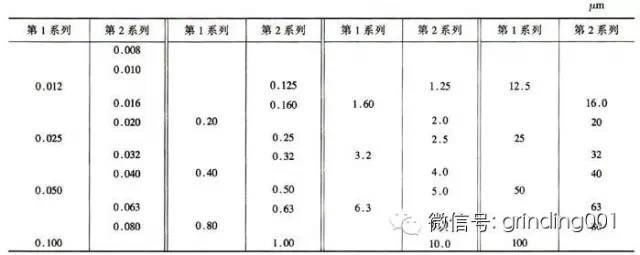
图3 轮廓算术平均编差值
表面粗糙度高度参数有3种:
1.轮廓算术平均偏差Ra
在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离*值的算术平均值。
2.微观不平度十点高度Rz
指在取样长度内5个*轮廓峰高的平均值和5个*轮廓谷深的平均值之和。
3.轮廓*高度Ry
在取样长度内,轮廓*峰顶线和*低谷底线之间的距离。
一般机械制造工业中主要选用Ra。Ra值按下列公式计算: Ra=1/l ∫t0|Y(x)|dx或近似为Ra= 1/n ∑|Yi|。式中,Y为轮廓线上的点到基准线(中线)之间的距离;ι为取样长度。
粗糙度多用于表征钢板,因为钢板涂覆前必须要有一定得粗糙度,否则油漆的咬合力不足,容易脱落。
三:形成原因
表面粗糙度形成的原因主要有:
1)加工过程中的刀痕;
2)切削分离时的塑性变形;
3)刀具与已加工表面间的摩擦;
4)工艺系统的高频振动。

四、主要表现
表面粗糙度主要表现在以下几个方面:
1) 表面粗糙度影响零件的耐磨性。表面越粗糙,配合表面间的有效接触面积越小,压强越大,磨损就越快。微信号:grinding001 *分享技术
2) 表面粗糙度影响配合性质的稳定性。对间隙配合来说,表面越粗糙,就越易磨损,使工作过程中间隙逐渐增大;对过盈配合来说,由于装配时将微观凸峰挤平,减小了实际有效过盈,降低了联结强度。
3) 表面粗糙度影响零件的疲劳强度。粗糙零件的表面存在较大的波谷,它们像尖角缺口和裂纹一样,对应力集中很敏感,从而影响零件的疲劳强度。
4) 表面粗糙度影响零件的抗腐蚀性。粗糙的表面,易使腐蚀性气体或液体通过表面的微观凹谷渗入到金属内层,造成表面腐蚀。
5) 表面粗糙度影响零件的密封性。粗糙的表面之间无法严密地贴合,气体或液体通过接触面间的缝隙渗漏。
表面粗糙度6)表面粗糙度影响零件的接触刚度。接触刚度是零件结合面在外力作用下,抵抗接触变形的能力。机器的刚度在很大程度上取决于各零件之间的接触刚度。
7)影响零件的测量精度。零件被测表面和测量工具测量面的表面粗糙度都会直接影响测量的精度,尤其是在精密测量时。
此外,表面粗糙度对零件的镀涂层、导热性和接触电阻、反射能力和辐射性能、液体和气体流动的阻力、导体表面电流的流通等都会有不同程度的影响。
五、表面粗糙度的选用
表面粗糙度参数值的选用,应该既要满足零件表面的功能要求,又要考虑经济合理性。具体选用时,可参照已有的类似零件图,用类比法确定。在满足零件功能要求前提下,应尽量选用较大的表面粗糙度参数值,以降低加工成本。一般地说,零件的工作表面、配合表面、密封表面、运动速度高和单位压力大的摩擦表面等 ,对表面平整光滑程度要求高,参数值应取小些。非工作表面、非配合表面、尺寸精度低的表面,参数值应参数Ra值与加工方法的关系及其应用实例,可供选用时参考。
图4 表面粗糙度获得方法
六、表面粗糙度的注法(GB-T131--1993)
(一) 表面粗糙度代(符)号
表面粗糙度代号由表面粗糙度符号和在其周围标注的表面粗糙度数值及有关规定符号所组成。微信号:grinding001 *分享技术
(1)表面粗糙度符号及其画法,如图5所示。表面粗糙度符号的尺寸大小,按图6规定对应选取。
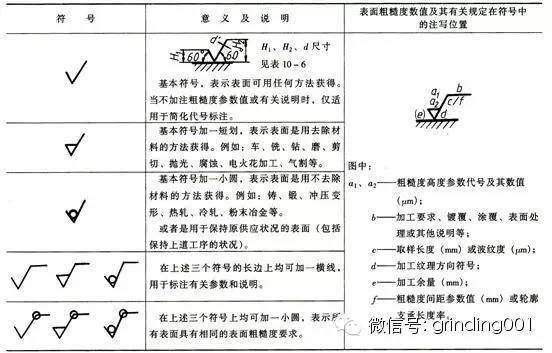
图5 表面粗糙度符号
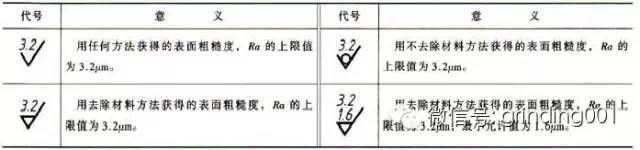
图6 表面粗糙度符号画法
(2)糙度数值及其有关规定在符号中的注写位置,如图5所示,标注方法如下: 1)采用表面粗糙度参数值Ra时,省略符号Ra,只将其数值注写在表面粗糙度符号上方,单位为微米(FM),如图7。

图7 表面粗糙度值注法
2)彩表面粗糙度的其他参数,如轮廓*高度Rz时,需在其参数值前注出相应的符号,单位为微米(FM),见图8。

图8 其它表面粗糙度值注法
3)若需要表示取样长度、的加工方法,镀覆其他表面处理的要求,或控制加工纹理方向时,其注法如图9。
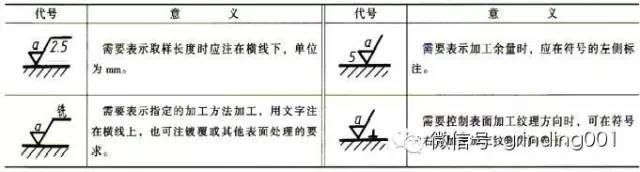
图9 取样长度、的加工方法、镀覆或其他表面处理的要求和控制表面加工纹理方向的注法
(二) 表面粗糙度代号在图样上的注法,见图10。
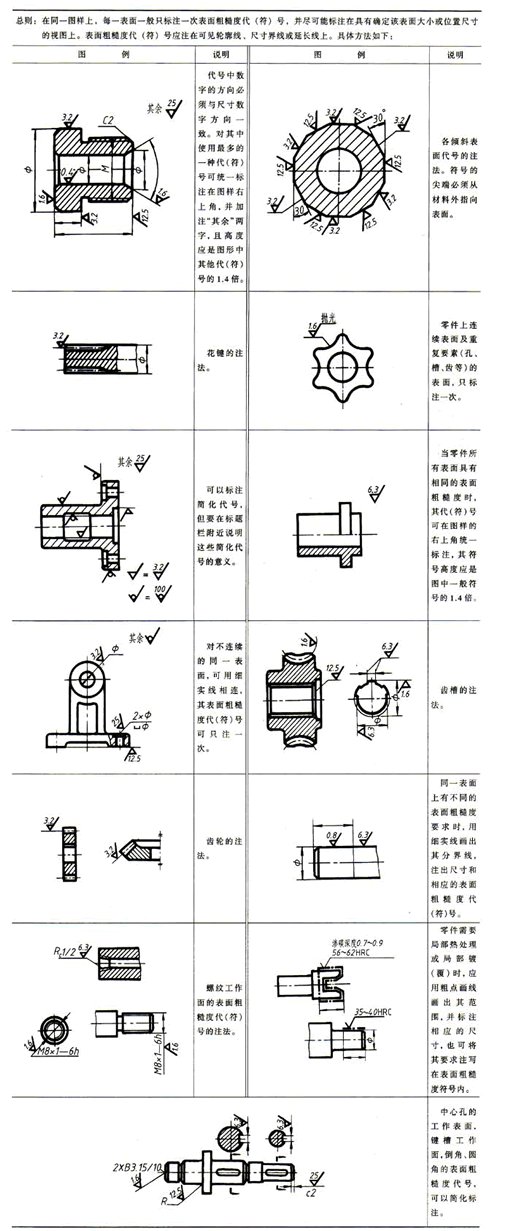
图10 表面粗糙度在图样中的注法
七、表面粗糙度的测量常用方法简介
1、比较法
将表面粗糙度比较样块(简称样块,图1)根据视觉和触觉与被测表面比较,判断被测表面粗糙度相当于那一数值,或测量其反射光强变化来评定表面粗糙度(见激光测长技术)。样块是一套具有平面或圆柱表面的金属块,表面经磨、车、镗、铣、刨等切削加工,电铸或其他铸造工艺等加工而具有不同的表面粗糙度。有时可直接从工件中选出样品经过测量并评定合格后作为样块。利用样块根据视觉和触觉评定表面粗糙度的方法虽然简便,但会受到主观因素影响,常不能得出正确的表面粗糙度数值。
2、触针法
利用针尖曲率半径为 2微米左右的金刚石触针沿被测表面缓慢滑行,金刚石触针的上下位移量由电学式长度传感器转换为电信号,经放大、滤波、计算后由显示仪表指示出表面粗糙度数值,也可用记录器记录被测截面轮廓曲线。一般将仅能显示表面粗糙度数值的测量工具称为表面粗糙度测量仪(见彩图),同时能记录表面轮廓曲线的称为表面粗糙度轮廓仪(简称轮廓仪,图2。这两种测量工具都有电子计算电路或电子计算机,它能自动计算出轮廓算术平均偏差Rα,微观不平度十点高度RZ,轮廓*高度Ry和其他多种评定参数,测量效率高,适用于测量Rα为0.025~6.3微米的表面粗糙度。
3、光切法
光线通过狭缝后形成的光带投射到被测表面上,以它与被测表面的交线所形成的轮廓曲线来测量表面粗糙度(图3)。由光源射出的光经聚光镜、狭缝、物镜1后,以45°的倾斜角将狭缝投影到被测表面,形成被测表面的截面轮廓图形,然后通过物镜 2将此图形放大后投射到分划板上。利用测微目镜和读数鼓轮(图中未示)先读出h值,计算后得到H 值。应用此法的表面粗糙度测量工具称为光切显微镜。它适用于测量RZ和Ry为0.8~100微米的表面粗糙度,需要人工取点,测量效率低。
4、干涉法
利用光波干涉原理 (见平晶、激光测长技术)将被测表面的形状误差以干涉条纹图形显示出来,并利用放大倍数高 (可达500倍)的显微镜将这些干涉条纹的微观部分放大后进行测量,以得出被测表面粗糙度。应用此法的表面粗糙度测量工具称为干涉显微镜。这种方法适用于测量Rz和Ry为 0.025~0.8微米的表面粗糙度。
八、表面粗糙度与表面光洁度的区别1、表面粗糙度(surface roughness)
加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。它是互换性研究的问题。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用寿命和可靠性有重要影响。和般标注采用Ra。
Ra(轮廓算术平均偏差):在取样长度L内轮廓偏距*值的算术平均值。
2、表面光洁度表面粗糙度的另一称法。表面光洁度是按人的视觉观点提出来的,而表面粗糙度是按表面微观几何形状的实际提出来的。80年代后,以为与国际标准(ISO)接轨,采用表面粗糙度而废止了表面光洁度.在表面粗糙度*标准GB3505-83、GB1031-83颁布后,表面光洁度的已不再采用。
其实,两者主要是名字不同,且有相应的对照表.粗糙度有测量的计算公式,而光洁度只能用样板规对照,相对来说,用粗糙度表示更科学严谨了。微信号:
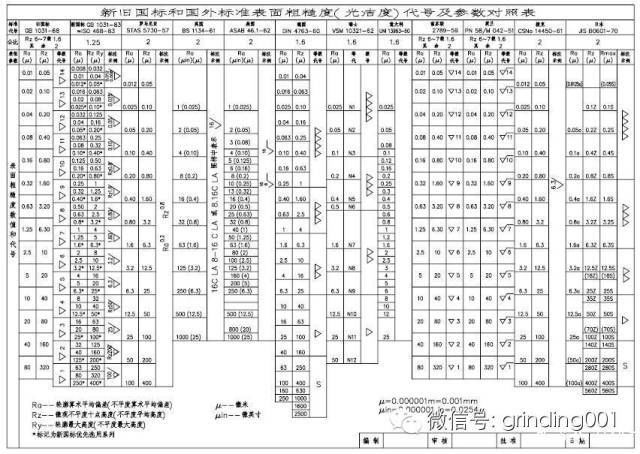
九、*来个宝典粗糙度对照表: