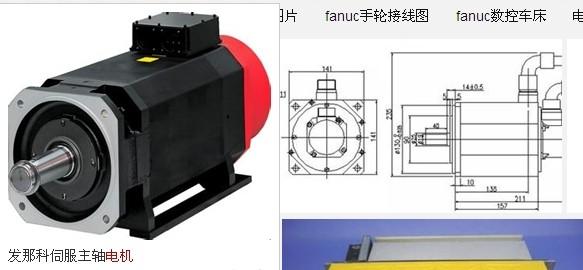
技术*-维修回收法那科伺服A20B-2100-0411

zexuly191112
zexuly191112
本公司拥有*的维修技术团队,长期*维修并回收各大的伺服电机,伺服驱动器,传感器,变频器,PLC,触摸屏,电路板等。
公司理念
经营理念:诚信、敬业、*。
发展理念:追求*,创造价值。
市场理念:为客户提供可增值的服务。
销售态度:质量保证,诚信服务,及时到位!!
销售宗旨:为客户创造价值是我们永远追求的目标!!
服务说明:现货配送各地含税(17%)含运费!!
产品质量:原装*,全新原装!!
产品优势:*销售 薄利多销 信誉好 口碑佳 价格低 货期短 大量现货 服务周到!!
因为诚信所以简单,成交只是开始,服务永不止步。上海泽旭竭诚为您服务!!
如果您想更深入的了解我们,请去搜索“上海泽旭”
公司网址:http://www.shzx-auto.com/
上海泽旭自动化设备有限公司主要经销三菱,安川,艾默生,山洋,LG(LS)产电,神港仪表,A-B,WEST仪表,松下,穆勒,海利普,欧瑞,富士,欧姆龙,ABB,经销费斯托,台达,明纬,三垦,费斯托,博士力士乐(康沃),lenze,东芝,明电舍东崎TOKY,施克SICK,等,同时我司渠道资源丰富,很多停产缺货产品我司或可调拨,欢迎新老客户垂询!

能很好地满足现代模具的加工要求。提供丰富的维修报警和诊断功能。FANUC维修手册为用户提供了大量的报警信息,并且以不同的类别进行分类,每一条维修信息和诊断状态相当于医生的一样,便于用户对故障进行维修。现举两例加以说明。例408#(FANUC0系统)报警:为主轴串行链启动不良。其原因为当串行主轴系统中的电源接通,而主轴放大器没有准备好不能正确启动时,会产生该报警。处理方法:①光缆连接不合适,或主轴放大器的电源断开。②当NC电源在除SU-01或AL-24(显示在主轴放大器的IED上)以外的其他报警条件下接通时。在这种情况下,将主轴放大器电源断开一次,再重新启动。③应该检查光缆的插头是否松动或连接不正确。
④其他原因(硬件配置不恰当)。例手动不能运行时(FANUC0i系统)。处理方法:首先确认方式选择的状态显示,即在显示器的下面是否出现JOG,如果没有出现则是方式的选择信号不正确,再用PMC的诊断功能(PMCDGN)确认方式状态是否正确(G45.G45.3是否为"1”),如不正确,修改PMC程序,再检查手动方式信号是否有效,如果无效,请用PMC的诊断功能检查相应的信号状态是否为"1"(G100.0~3和G102.0~3中是否有"1"),如不为"1",修改PMC程序。如正确,则用CNC的000~015号诊断功能来确认,查看000~015的各项目右边为1的项目。例如OO5(INTERLOCK/STARTLOCK)为"1",说明输入了互锁/启动锁住信,用户便可根据自己使用的互锁信号进行正确编程和正确设定参数N03003#3#2#0。
FANUC系统将常用的参数例如:通讯、镜像、I/O口的选择等常见参数放置在SETTING功能键下,以便于用户使用。其他大量的参数归类于SYSTEM功能键下的参数菜单。这一点和西门子将参数分为机床参数和设定参数有点类似。与各轴的控制和设定单位相关的参数:参数号1001~1023;这一类参数主要用于设定各轴的移动单位、各轴的控制方式、伺服轴的设定、各轴的运动方式等等。与机床坐标系的设定、参考点、原点等相关的参数:参数号1201~1280;这一类参数主要用于设定机床的坐标系的设定,原点的偏移、工件坐标系的扩展等等。与存储行程检查相关的参数:参数1300~1327;这一类参数的设定主要是用于各轴保护区域的设定等等。

与设定机床各轴进给、快速移动速度、手动速度等相关的参数:参数1401~1465;这一类参数涉及机床各轴在各种移动方式、模式下的移动速度的设定,包括快移极限速度、进给极限速度、手动移动速度的设定等等。与加减速控制相关的参数:参数好:1601~1785;这一类参数用于设定各种插补方式下的启动停止时的加减速的方式,以及在程序路径发生变化时(如出现转角、过渡等)进给速度的变化。用于设置编程时的数据格式,设置使用的G指令格式、设置系统缺省的有效指令模态等等和程序编制有关的状态。与螺距误差补偿相关的参数:参数3620~3627;我们知道,数控机床具有对螺距误差进行电气补偿的功能。在使用这样的功能时。系统要求对补偿的方式、补偿的点数、补偿的起始位置、补偿的间隔等等参数进行设置。
FANUC6系统(简称6系统)是具备一般功能和部分高级功能的中级型CNC系统。(1)可靠性高。(2)适用于高精度、高效率加工。(3)容易编程。(4)容易维护保养,现场调试方便。(5)操作性好,使用安全。6系统(包括6M,(1)6M的控制轴是X,Z三轴,6T是X和Z两轴,6M还可以增加选用功能控制第四轴。(2)联动轴数:6M可以进行三轴中的两轴联动,6T能进行X和Z两轴联动,6M增加选用功能后可以进行X,Z三轴联动,能进行直线、圆弧、螺旋线等插补。(3)辅助功能为2位数(M2),主轴功能为2位数或4位数,刀具功能为2位数或4位数。FANUCl6i/18i/21i系列产品比0i系统体积进一步缩小,将液晶显示器与CNC控制部分合为一体。
实现了小型化和薄型化(无扩展槽时厚度只有60mm)。FANUCl6i/18i/21i系统由液晶显示器一体型CNC、机床操作面板、伺服放大器、强电盘用I/O模块、I/OLinkβ放大器、便携式机床操作面板及适配器、αi系列AC伺服电动机、αi系列AC主轴电动机、应用软件包等部分组成。(1)纳米插补以纳米为单位计算发送到数字伺服控制器的位置指令,极为稳定,在与高速、高精度的伺服控制部分配合下能够实现高精度加工。通过使用高速RISC处理器,可以在进行纳米插补的同时,以适合于机床性能的*进给速度进行加工。(2)高速串行通讯利用光导纤维将CNC控制单元和多个伺服放大器之间连接起来的高速串行总线,可以实现高速度的数据通讯并减少连接电缆。
(3)伺服HRV(HighResponseVector高响应向量)控制通过组合借助于纳米CNC的稳定指令和高响应伺服HRV控制的高增益伺服系统以及高分辨率的脉冲编码器r-1)实现高速、高精度加工。(4)丰富的网络功能FANUC16i/18i/21i系统具有内嵌式以太网控制板(21i为选购件),可以与多台电脑同时进行高速数据传输,适合于构建在加工线和工厂主机之间进行交换的生产系统。并配以集中管理软件包,以一台电脑控制多台机床,便于进行监控、运转作业和NC程序传送的管理。(5)远程诊断通过因特网对数控系统进行远程诊断,将维护信息发送到服务中心。(6)操作与维护可以通过接触摸画面上所显示的按键进行操作;
可以利用存储卡进行各类数据的输入/输出;可以以对话方式诊断发生报警的原因,显示出报警的详细内容和处置办法;显示出随附在机的易损件的剩余寿命;存储机床维护时所需的信息;通过波形方式显示伺服的各类数据,便于进行伺服的调节;可以存储报警记录和操作人员的操作记录,便于发生故障时查找原因。(7)控制个性化通过C语言编程,实现画面显示和操作的个性化;用宏语言编程,实现CNC功能的高度定制;通过C语言编程,可以构建与由梯形图控制的机器处理密切相关的应用功能。(8)高性能的开放式CNCFANUC系列160i/180i/210i是与Windows2000对应的高功能开放式CNC。这些型号的CNC与Windows2000对应。
可以使用多种应用软件,不仅支持机床制造商的机床个性化和智能化,而且还可以与终端用户自身的个性化相对应。(9)软件环境为了与CNC/PMC进行数据交换,提供可以从C语言或BASIC语言调用的FOCASl驱动器和库函数;提供CNC基本操作软件包,它是在电脑进行CNC/PMC的显示、输入、维护的应用软件,通过用户界面向操作人员提供“状态显示、位置显示、程序编辑、数据设定”等操作画面;CNC画面显示功能软件,是在电脑上显示出与标准的i系列CNC相同画面的应用软件;DNC运转管理软件包,可以完成从电脑上的硬盘高速地向CNC传输NC程序并加以运转工作。下图为FANUC-0iA系统结构图。系统是由主模块和I/0模块组成。