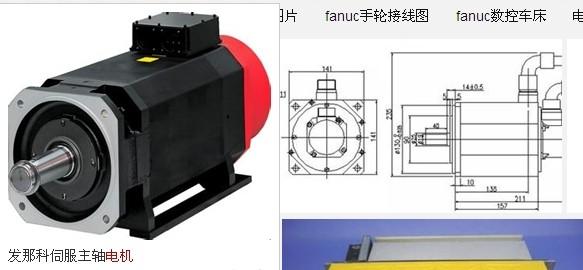
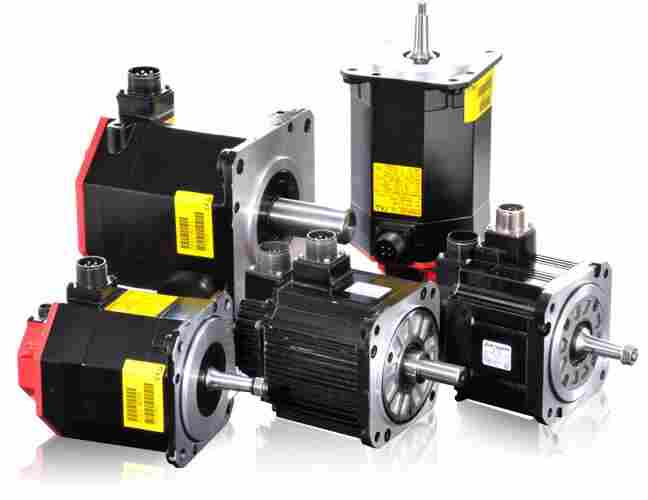
水平高-维修回收发那科伺服A06B-0215-B000

zexuly191112
zexuly191112
本公司拥有*的维修技术团队,长期*维修并回收各大的伺服电机,伺服驱动器,传感器,变频器,PLC,触摸屏,电路板等。
公司理念
经营理念:诚信、敬业、*。
发展理念:追求*,创造价值。
市场理念:为客户提供可增值的服务。
销售态度:质量保证,诚信服务,及时到位!!
销售宗旨:为客户创造价值是我们永远追求的目标!!
服务说明:现货配送各地含税(17%)含运费!!
产品质量:原装*,全新原装!!
产品优势:*销售 薄利多销 信誉好 口碑佳 价格低 货期短 大量现货 服务周到!!
因为诚信所以简单,成交只是开始,服务永不止步。上海泽旭竭诚为您服务!!
如果您想更深入的了解我们,请去搜索“上海泽旭”
公司网址:http://www.shzx-auto.com/
上海泽旭自动化设备有限公司主要经销三菱,安川,艾默生,山洋,LG(LS)产电,神港仪表,A-B,WEST仪表,松下,穆勒,海利普,欧瑞,富士,欧姆龙,ABB,经销费斯托,台达,明纬,三垦,费斯托,博士力士乐(康沃),lenze,东芝,明电舍东崎TOKY,施克SICK,等,同时我司渠道资源丰富,很多停产缺货产品我司或可调拨,欢迎新老客户垂询!

如果使用外接型放电单元,则应将它取下,并将伺服单元印刷电路板上的短路棒S2设置到H位置,反之则设置到L位置。伺服单元的连接端T4—1和T4—2为放电单元和伺服变压器的温度接点串联后的输入点,上述两个接点断开时将产生过热报警。如果使用这对接点,应将伺服单元印刷电路板上的短路棒S1设置到L位置。在2轴型伺服单元中,插座CN1L、CN1M、CN1N可分别用电缆K1和数控系统的轴控制板上的指令信号插座相连,而伺服单元中的动力线端子T1—5L,6L,7L和T1—5M,6M。7M以及T1—5N,6N,7N则应分别接到相应的伺服电机,从伺服电机的脉冲编码器返回的电缆也应一一对应地接到数控系统的轴控制板上的反馈信号插座(即L。
N分别表示同一个轴)。图3是FANUC的CNC与Alpha系列2轴交流驱动单元组成的伺服系统结构简图,伺服电机上的脉冲编码器作为位置检测元件也作为速度检测元件,它将检测信号反馈到CNC中,由CNC完成位置处理和速度处理。CNC将速度控制信号、速度反馈信号以及使能信号输出到伺服放大器的JVBl和JVB2端口。这一类参数主要用于设定各轴的移动单位、各轴的控制方式、伺服轴的设定、各轴的运动方式等等。这一类参数主要用于设定机床的坐标系的设定,原点的偏移、工件坐标系的扩展等等。这一类参数的设定主要是用于各轴保护区域的设定等等。这一类参数涉及机床各轴在各种移动方式、模式下的移动速度的设定,度、进给极限速度、手动移动速度的设定等等。
这一类参数用于设定各种插补方式下的启动停止时的加减速的方式,以及在程序路径发生变化时(如出现转角、过渡等)进给速度的变化。用于设置编程时的数据格式,设置使用的G指令格式、设置系统缺省的有效指令模态等等和程序编制有关的状态。我们知道,数控机床具有对螺距误差进行电气补偿的功能。在使用这样的功能时,系统要求对补偿的方式、补偿的点数、补偿的起始位置、补偿的间隔等等参数进行设置。6系列是FANUC公司早期的代表性产品,在70年代末与80年代初期的数控机中床得到了广泛应用。虽然现在已经不再生产,但在很多较早的数控机床中还是经常看到。FANUC公司在1979年研制出6系列数控系统,主要包括6M和6T两种型号。

它是具备一般功能和部分高级功能的中档CNC系统,6M适合于铣床和加工中心;6T适合于车床。与过去机型比较,使用了大容量磁泡存储器,于大规模集成电路,元件数减少了30%。它还备有用户自己制作的特有变量型子程序的用户宏程序。FANUC公司在提供给用户数控系统的时候,有很多的功能参数是事先设定好的,如下面的这些参数,只要将他们设定为“1”即可。这些参数所控制的功能,用户不能直接获得,需要通过选购付费才能得到。FANUC数控系统的选购功能参数又分为两类,一类是需要有硬件配合的功能。FANUC系统的报警FANUC系统的报警号的大致范围。000-170号报警:程序和操作的原因发生的报警。210-253号报警:与行程开关有关的报警。
400-457号报警:与伺服系统有关的报警。600-607号报警:连接单元的报警,MDI/CRT或FANVC可编程序控制器。700-703号报警:控制元件或马达过热报警。900-999号报警:存储器报警(这种情况,必须更换线路板)。无论哪个公司的数控系统都有大量的参数,如日本的FANUC公司6T-B系统就有294项参数。有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。特别是用户能充分掌握和熟悉这些参数,将会使一台数控机床的使用和性能发挥上升到一个新的水平。实践证明充分的了解参数的含义会给数控机床的故障诊断和维修带来很大的方便。
会大大减少故障诊断的时间,提高机床的利用率。同时,一台数控机床的参数设置还是了解CNC系统软件设计指导思想的窗口,也是衡量机床品质的参考数据。在条件允许的情况下,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。因此,无论是那一型号的CNC系统,了解和掌握参数的含义都是非常重要的。另外,还有一点要说明的是,数控机床的制造厂在机床出厂时就会把相关的参数设置正确、完全,同时还给用户一份与机床设置完全符合的参数表。然而,目前这一点却做的不尽如人意,参数表与参数设置不符的现象时有发生,给日后数控机床的故障诊断带来很大的麻烦。对原始数据和原始设置没有把握,在鼓掌中就很难下决心来确定故障产生的原因。
无论是对用户和维修者本人都带来不良的影响。因此,在购置数控机床验收时,应把随机所带的参数与机的实际设置进行校对,在制造厂的服务人员没有离开之前落实此项工作,资料首先要齐全、正确,有不懂的尽管发问,搞清参数的含义,为将来故障诊断扫除障碍。数控机床在出厂前,已将所采用的CNC系统设置了许多初始参数来配合、适应相配套的每台数控机床的具体情况,部分参数还需要调试来确定。这些具体参数的参数表或参数纸带应该交付给用户。在数控维修中。有时要利用机床某些参数调整机床,有些参数要根据机床的运行状态进行必要的修正,所以维修人员要熟悉机床参数。以日本FANUC公司的系统为例,在软件方面共设有26个大类的机床参数。它们是:与设定有关的参数、定时器参数、与控制器有关的参数、坐标系参数、进给速度参数、加/减速成控制参数、伺服参数、DI/DO(数据输入输出)参数。
CRT/MDI及逻辑参数、程序参数、I/O接口参数、刀具偏移参数、固定循环参数、缩放及坐标旋转参数、自动拐角倍率参数、单放向定位参数、用户宏程序、跳步信号输入功能、刀具自动偏移及刀具长度自动测量,刀具寿命管理、维修等有关的参数。用户买到机床后,首先应将这份参数表复制存档。一份存放在机床的文件箱内。供操作者或维修人员在使用和维修机床时参考。另一份存入机床的档案中。这些参数设定的正确与否将直接影响到机床的正常工作及机床性能充分发挥。维修人员必须了解和掌握这些参数,并将整机参数的初始设定记录在案,妥善保存,以便维修时使用。FANUC0系列分别有A、B、C、D等产品,各产品又有不同。在这四种产品中,目前在国内使用*多的是普及型FANUC0-D和全功能型FANUC0-C两个系列。
FANUC0系统由CNC基本配置,主轴和进给伺服单元以及相应的主轴电动机和进给电动机,CRT显示器,系统操作面板,机床操作面板,附加的输入/输出接口板(B2),电池盒,手摇脉冲发生器等部件组成。其中的CNC基本配置又由主印制电路板(PCB)、存储器板、图形显示板、可编程机床控制器板(PMC-M)、伺服轴控制板、输入/输出接口板、子CPU(中央处理器)板、扩展的轴控制板、数控单元电源和DNC控制板组成。各板插在主印制电路板上,与CPU的总线相连。(1)采用高速的微处理器芯片FANUC的0系列产品使用Intel80386芯片,1988年以后的产品改用使用Intel80486DX2。(2)采用高可靠性的硬件设计及全自动化生产制造该产品采用了高品质的元器件。