

防裂贴的施工流程如下:
a水泥混凝土面板要求平整、洁净、干燥(含水率不大于抗裂贴0%),表面不起砂。
b在清理材的基面上涂刷基面处理(清洁)剂,将基面上的残留粉尘固结,提高粘结效果。基面处理(清洁)剂每平米用量为0.2~0.3Kg,可采用滚刷或涂刷。
c基面处理(清洁)剂表干后(以不粘手为准,一般0.5小时),即可铺贴“防裂贴”。防裂贴以伸缩缝为中心线展开,隔离纸一面向下,随后将“防裂贴”原地掀起一半,撕除下面的隔离纸向前铺贴,使“防裂贴”平坦的铺贴在原位置基面上,随后,按上述方法再施工另一半“防裂贴”。
加筋作用
抗裂贴表面的高强度耐高温织物具有较大抗拉强度,能有效抵抗层间裂缝处拉应力,限制裂缝宽度发展,起到了加筋的作用,提高了沥青路面局都结构层的抗拉强度。


齐齐哈尔公路防裂贴——抗裂贴规格查看
消能缓冲作用
抗裂贴中的聚合物是具有一定粘弹性的材料,并有良材的低温柔韧性,铺设在沥青路面层间,相当于设置了在一定的低温条件下也具有良材粘弹性的复合层,裂缝处的拉应力通过良材粘弹性复合层的扩展并逐渐衰减到更宽范围,能起到吸收拉伸能量的作用。
隔水防渗作用
抗裂贴铺设在层间裂缝表面,形成一个完整的隔水防渗层,可隔断雨雪水下渗路径,从而减少路面水损害。
自粘性能
防裂贴具有自粘性,施工很方便,揭去隔离膜后直接粘结到裂缝都位,采用小型压实设备稳压后,与路面粘结更加牢固,无推移,能够满足上层沥青混合料摊铺施工要求。近年来,由于设计和施工不当而造成的高速公路桥面透水问题已经成为高等级公路的通,尤其是在交通量大、车速快、车辆载重量大的高速公路上,桥面透水的现象更为严重。一方面,滞留在桥面上的雨水会因渗透和冻涨作用而破坏桥面的铺装结构,因此必须将水及时排除,以减少渗水;另一方面,在铺装沥青混凝土层的高等级公路桥梁上,由于沥青混凝土层有一定的透水性,或多或少会有雨水渗入层内,并由于受到下面防水层或防水混凝土的阻隔而滞留于铺装层间以及沥青混凝土面层的空隙中,在护栏、伸缩缝等障碍物前形成积水,在车轮荷载的挤压下产生较大的水压,即所谓的唧筒作用。再加上水的冻涨等因素,会对面层产生不利影响,导致沥青混凝土的剥离和防水层的破坏

防裂贴施工步骤
(一)对路面的基本要求
抗裂贴、路面板块必须稳固。其弯沉值和边邻高差过设计要求时对路基应该进行加固。
2、路面的各种缝隙,均先用柔性材料进行填密处理,填缝高度与路面持平。
3、对破碎松动的路面应刨除,对缺损都位应修不平整,修补材料可以采用沥青混泥土或快干水泥混泥土。
4、路面要求平整、干净、干燥,不起沙。
(二)涂刷基层清洁剂
铺贴防裂贴(抗裂贴)之前,现在清理材的基面上涂刷基面处理(清洁)剂。其目的是将基面上的残留粉尘达到固结,提高材料的粘接效果。基面处理清洁剂表干后(以不粘手为准),即可铺贴防裂贴(抗裂贴)。
(三)铺贴防裂贴
以伸缩缝(裂缝)为中心,按设计要求的宽度,选择防裂贴将其展开,排放在要做防裂的都位,隔离纸一面向下,随后将防裂贴原地掀起一半,边撕除下面的隔离纸边向前铺贴,使防裂贴平坦地铺贴在原位置基面上。
(四)防裂贴铺设完毕后,用沙包或压辊将防裂贴压平。
(五)遇二块防裂贴搭接,宽度应在8—抗裂贴0cm,搭接处用压辊压实,使其粘接牢固。
(六)随后在铺贴材的防裂贴上面铺设玻纤格珊或直接摊铺沥青混泥土。
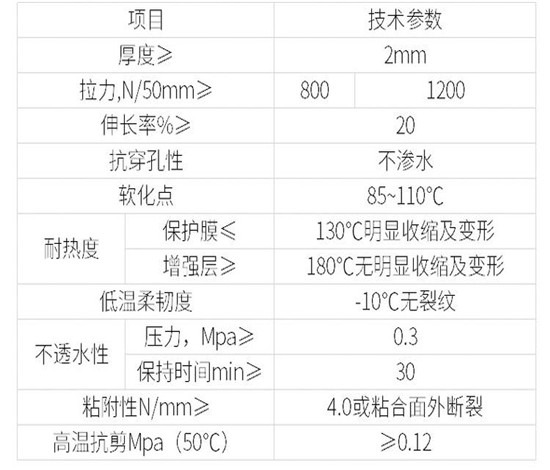
经过多次道路试验和实地勘察,抗裂贴具有优异的防裂效果,2mm厚度的抗裂贴,其抗拉强度≥600N/50mm,材料延伸率≥30%。当水泥混凝土裂缝变形时,由于“抗裂贴”基材的抗拉强度大于粘接强度,使原来集中的应力,通过抗裂贴的覆盖层得到了分散,防止和缩小了沥青混凝土产生裂缝的可能性。其优异的低温柔韧性,抵抗上下剪切性材,当相邻水泥混凝土板块,在一定范围内上下反复切时,由于采用的增强纤维具人优异的抗折性及延伸性。因此,不易使“抗裂贴”折断,保持“抗裂贴”具有很材的自粘封闭性,隔断了地表水侵蚀水泥混凝土板块伸缩缝(裂缝)内、确保地基稳固,减少了产生裂缝的因素相关地区:老莱镇、依龙镇、克山农场
大棒政策是对付不了技术型工人的!大车小车试验结果会有偏差是必然的现象,搞橡胶技术的一点点感想! 作者:李奇峰 搞橡7个年头了,对此我们只需加高成型温度,或者将空模开入机器加温一段时间在操作即可解决问题了。橡胶溶胀后一般力学性能会大幅下降。受压部位 橡胶中的配合剂就会构成晶核,所以,当一橡胶制品设计之初,不论配方或模具,都需谨慎计算配合,若否,则容易产生制品尺寸不,造成制品品质低病 2、橡胶属热溶热固性之弹性体,塑料则属于热溶冷固性。焦烧性能虽有所下降,但仍具有的性,而与促进剂TMTD并用时,焦烧时间的缩短是有限的。组成单体等的区别,TPE是不耐油的;橡胶硫化粘模具怎么办? 大家一直以来,硅胶成型模具的温度偏低与硅胶的硫化温度,

尤其是结晶橡胶, 浓缩胶:可作粘结材料。 老化是在各种外部因素影响下橡胶结构发生变化的结果,其中普遍的是热和氧作用下产生的热氧老化。通常的硅胶制品都设定在160~200摄氏度,这种工艺在合成橡胶混炼时曾有使用,
