TM Count 2x24V,订货号: 6ES7550-1AA00-0AB0 是一个能够提供双通道计数、测量以及位置反馈功能的工艺模块。
图01. TM Count 2x24V 模块视图


计数是指对事件进行记录和统计,工艺模块的计数器 捕获编码器信号和脉冲,并对其进行相应的评估。可以使用编码器或脉冲信号或通过用户程序计数的方向。也可以通过数字量输入控制计数过程。模块内置的比 较值功能可在定义的计数值处准确切换数字量输出(不受用户程序及 CPU 扫描周期的影响)。
| 名称 | 订货号 | 版本 |
| CPU 1511 | 6ES7511-1AK00-0AB0 | FW V1.5 |
| TM 2x24V | 6ES7550-1AA00-0AB0 | FW V1.0 |
| STEP7 TIA Portal | 6ES7822-1AA03-0YA5 | V13 |




| 图例 | 名称 | 信号类型 |

|
增量编码器(A、B 相差) |
带有 A 和 B 相位差信号的增量编码器。 |

|
增量编码器(A、B、N) | 带有 A 和 B 相位差信号以及零信号 N 的增量编码器。 |

|
脉冲 (A) 和方向 (B) | 带有方向信号(信号 B)的脉冲编码器(信号 A)。 |

|
单相脉冲 (A) | 不带方向信号的脉冲编码器(信号 A)。可以通过控制接口计数方向。 |

|
向上计数 (A),向下计数 (B) | 向上计数(信号 A)和向下计数(信号 B)的信号。 |
表01. 计数器工艺对象支持的信号类型
在计数器特性里面可以配置计数器的起始值,上下极限值和计数值到达极限时的状态,以及门启动时计数值的状态。在本例中设置起始值为0,上下极限为+/-10000,设置当计数值到达极限时计数器将停止,并且将计数值重置为起始值,将门功能设置为继续计数(图11)。
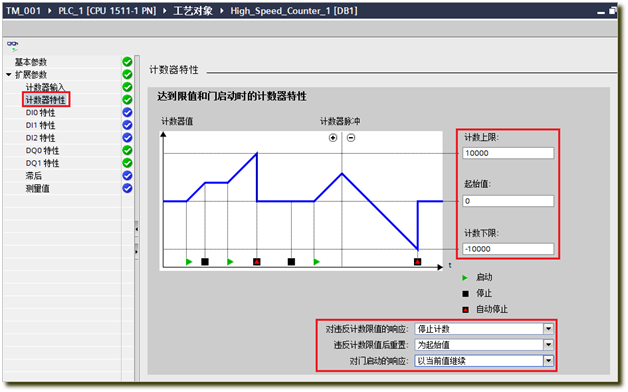
图11. 设置计数器的上下限及门功能



| 序号 | 名称 | 功能 |
| 1 | SwGate | 软件门:通过该控制位来控制计数器启动和停止; |
| 2 | ErrorACK | 错误应答:出现错误并处理错误后通过此控制位来复位故障状态; |
| 3 | EventACK | 事件应答:确认计数器事件状态,如:计数值限等; |
| 4 | SetCountValue | 设置计数值:通过该控制位可以将当前计数值更改为其他值,注意:修改值需要写到工艺对象静态变量“NewCountValue”中; |
| 5 | StatusHW | 工艺模块状态位: 模块已组态并准备好运行, 模块数据有效; |
| 6 | StatusGate | 门状态位:该状态位反映了内部门的实际状态,只有改状态为为"True"时,计数器才会工作; |
| 7 | StatusUp | 增计数状态位:表示当前计数方向为增计数; |
| 8 | StatusDown | 减计数状态位:表示当前计数方向为减计数; |
| 9 | PosOverflow | 上限状态位:表示当前计数值已经过设定的计数值上限; |
| 10 | NegOverflow | 下限状态位:表示当前计数值已经过设定的计数值下限; |
| 11 | Error | 错误状态位:表示当前计数工艺对象有错误; |
| 12 | ErrorID | 错误代码:显示当前工艺对象错误的故障代码; |
| 13 | CounterValue | 计数值:计数器工艺对象的实际计数值; |



本文仅针对 TM 2x24V 工艺模块的计数功能进行简单的描述,目的是为了能够让次接触该模块的用户能够快速的了解一些基本功能,本文无法替代 TM 2x24V 工艺模块的相关硬件手册和功能手册。更多关于该模块的功能和使用信息请通过条目号 59193105 和 59709820 下载硬件和功能手册。

这是国内二氧化碳循环发电锅炉,借此将占据国内二氧化碳循环发电锅炉技术领域制高点。在现有参数和材料技术水平下,传统以蒸汽循环为基础的发电系统很难进一步突破,需要从根本上对循环系统展开革命性创新。以二氧化碳为工作介质的*动力循环系统,可在相同参数下获得更高的发电效率,且整体发电系统紧凑,占地面积小。
梅塞尔切割焊接(),其热切割技术与设备代表了全球行业的水平,将亮相本届展会。自1898年阿道夫.梅塞尔在德国创建工厂起,经过一百多年的发展,梅塞尔工业集团已经成为*生产各种工业气体和切割焊接设备/。
