从M1.8开始的小内螺纹检测的测针和方法,用于找到内外螺纹量规的顶点 ,可以对零件进行轮廓测量,粗糙度测量,螺纹测量 .直观易于使用 .值的 .可通过模块升级 .可自动进行多个测量 。
对牙型角,牙型形状误差,小径,牙底圆弧半径,牙型粗糙度等参数的记录只有依托现代化的螺纹扫描检测方案才能得以实现。螺纹检测方案

.新特点:符合DAkkS
.新特点:从M1.8开始的小内螺纹检测的测针和方法(申请中)
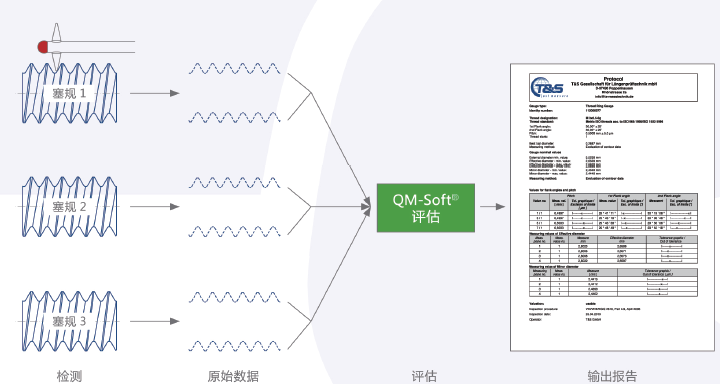
.新特点: 3D搜索算法,用于找到内外螺纹量规的顶点
.新特点: QM-Soft®优化数据接口
.能用于生产现场
.标准应用:轮廓测量-粗糙度测量-螺纹测量
.直观易于使用
.值的
.可通过模块升级
.可自动进行多个测量
.部分型号采用沿测量轴的静压空气轴承(GM-X)

随着工业生产对持续提高精度的要求,确保螺纹联接的安全及功能性,和当前IATF16949体系针对检测设备的监管细则,都要求有现代化的螺纹检测方案。同时,产品的安全性和轻量化结构对更窄的公差范围提出了要求。所有相关螺纹参数的综合性检测和文件化变得必要了。
这些要求都需要更新旧的检测方法。传统的三针测量法是按照A b b e阿贝长度测量原则对螺纹中径和螺距值的测量,也只是呈现一个对实际螺纹几何结构的有限假设。
在生产线上的物理螺纹量规,对螺纹参数的评估是有限的。新的螺纹检测方法可以实现对所有参数的快速检测和文件化。
对牙型角,牙型形状误差,小径,牙底圆弧半径,牙型粗糙度等参数的记录只有依托现代化的螺纹扫描检测方案才能得以实现。
基于我们成熟的轮廓仪T系列产品,我们开发了针对螺纹量规和螺纹部件的检测方案,具备极好的质量和精度,实现高效而经济的螺纹检测。我们结合*的螺纹参数计算软件QM-Soft,为您的螺纹测量和记录,提供一个有效和柔性化的检测工具。
评估螺纹标准:
ISO公制螺纹ISO 1502:1996 (DIN ISO 965:1998)
公制螺纹量规ANSI/ASME B1.16M-1984
ISO公制梯形螺纹DIN 103:1997
联合螺纹和量规ANSI/ASME B1.1-1983/ B1.2-1983
统一螺纹(ANSI/ASME B1.1-1982)
量规BS 919-1:2007
管螺纹和量规ISO 228:2000 (DIN 259:1979适用)
钢导管螺纹DIN 40431:1972
圆螺纹DIN 405:1997
惠氏螺纹BS 84:2007/ BS 919-2007
NPSM管螺纹ANSI/ASME B1.20.1-1983
米制锯齿螺纹DIN 513:1985
航天MJ螺纹 DIN ISO 5855:1989
公制螺纹DIN 8140:1999 (EG 螺纹)
Boellhoff工厂标准的螺纹套螺纹
HELICOIL 螺纹DIN 7756:1979 and ETRTO V.7
螺纹ASME / ANSI B 1.5 – 1988
螺纹ASME / ANSI B 1.8 – 1988
自行车螺纹DIN 79012:2011-04
螺纹 DIN 2241:2018-07

可选配:锥螺纹软件
锥螺纹DIN2999
锥螺纹ANSI/ASME B1.20.1 (NPT)
锥管螺纹 BS 21, ISO 7-2
锥管螺纹 ASME B1.20.5-1991 (NPTF)
(应要求,可满足全部螺纹标准。)
