西门子6FC5203-0AC10-1AA0性能及参数
西门子6FC5203-0AC10-1AA0性能及参数西门子6FC5203-0AC10-1AA0性能及参数
SIEMENS西门子上海朕锌电气设备有限公司
联系人:田敏 (田工)
24小时销售及维修热线:
电 话: 传 真:
手 机: Q Q : 1944287917
微信(手机同步)
西门子系列回收
地址:上海市金山区枫湾路500号
西门子博大精深
上海朕锌西门子一级代理商
西门子工控系列
公司主营:西门子数控系统,S7-200PLC S7-300PLC S7-400PLC S7-1200PLC 6ES5 ET200 人机界面,变频器,DP总线,MM420 变频器MM430 变频器MM440 6SE70交流工程调速变频器6RA70直流调速装置 SITOP电源,电线电缆,数控备件,伺服电机等工控产品。电话: 手机: 商务QQ:1944287917
问题
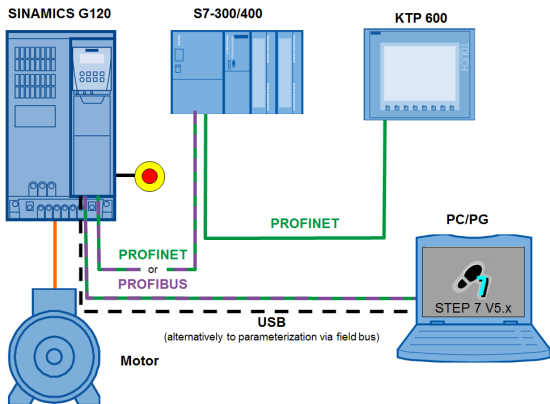
需要通过 PROFINET 或 PROFIBUS DP,使用一台 SIMATIC S7-300/400 来控制 SINAMICS G110M/G120 变频器。
该控制器可读取和写入变频器的过程数据(控制字和转速整定值或状态字和实际转速)和变频器的参数(斜坡上升时间和斜坡下降时间,错误存储器)。
此时,在一个面板上显示变频器的当前故障和报警,并显示其故障编号和普通文本描述 。此外,还会显示变频器故障缓冲区中的当前消息和已确认的消息。
解决方案
对 SINAMICS 的 G110M、G120、G120C、G120D 和 G120P 型号,通过 CPU 315-2 DP/PN 实现上述任务 。为此创建的块,一个用于过程数据通信,一个用于参数访问,都可用于您的应用中。
应用示例文档中描述了所需功能的必要组态和编程。
开发环境
此示例中的屏幕画面和下载内容是用以下软件版本创建的:
下载
| 内容 | PROFINET | PROFIBUS | |
| 文档 |
")
|
|
|
| 简明文档 |
|
||
|
代码 STEP 7 项目 STEP7 项目仅在项目中使用的 SINAMICS G120 类型以及现场总线方面有所不同。 |
用于 SINAMICS G110M 的项目 |
")
|
|
| 采用带有 CU240B-2 DP 的 SINAMICS G120 的项目 | - |
|
|
| 采用带有 CU240E-2 xx F 的 SINAMICS G120 的项目 |
|
|
|
| 采用带有 CU250S-2 xx 的 SINAMICS G120 的项目 |
|
|
|
| 用于 SINAMICS G120C 的项目 |
|
|
|
| 采用带有 CU240D-2 xx 的 SINAMICS G120D 的项目 |
|
|
|
| 采用带有 CU240D-2 xx F 的 SINAMICS G120D 的项目 |
|
|
|
|
用于 SINAMICS G120P 的项目 (不带安全功能) |
|
|
|
安全信息
西门子提供了具有工业安全功能的产品与解决方案,可实现工厂、解决方案、机器设备和/或网络的安全运行。这些功能是整个工业安全机制的重要组成部分 。有鉴于此,西门子不断对产品和解决方案进行开发和完善。西门子强烈建议您定期检查产品的更新和升级信息。
要确保西门子产品和解决方案的安全操作,还须采取适当的预防措施(例如:设备单元保护机制),并将每个组件纳入全面且的工业安全保护机制中 。此外,还需考虑到可能使用的第三方产品。如需了解工业安全方面的详细信息,请访问网址
http://www.siemens.com/industrialsecurity。
要及时了解有关产品的更新和升级信息,请订阅相关产品的简报 。如需了解详细信息,请访问网址
http://support.automation.siemens.com。
新更改
增加了 G110M (FW 4.7,STARTER 4.4)
V2.2:修正了 FB10“PZD_G120_Tel_352“; Starter V4.3.3
注意事项
对于 TIA 博途中组态的示例,参见条目号 60140921。
对于带安全功能的示例 (STEP 7 V5),参见条目号 60441457。
其它关键字
motioncontrol_apc_applications


在 TIA Portal 中,大部分面板可以直接与 S7-1200 或 S7-1500 控制器通讯。
也可以选择通过PUT/GET 建立 HMI 到控制器的通讯连接。
在下表中可以看到通讯选项
使用什么类型的面板
使用什么版本镜像
使用什么通讯方式
控制器使用什么版本
图例
"A" = 可以直接组态 HMI 连接(无需其他设置)。如何建立连接请参阅条目 ID: 89852595.
"A*" =对与 SIMATIC S7-1500 或 S7-1200 V4 通讯,使能 "Access via PUT/GET communication" 。参考 "Enable PUT and GET" (参阅图. 04),可以配置相应的通讯驱动。
"B" = 在对应版本 TIA Portal 中该面板没有通讯驱动程序。 然而,按照下面的说明你可以建立一个连接。
| 面板组 | 镜像版本 | 控制器的通讯路径 | |||||
|---|---|---|---|---|---|---|---|
| V11 | V12 |
V13 SP1 V14
V14 SP1 |
S7-1200 | S7-1500 | |||
| V1 | V2, V3 | V4 | up to V2.0 | ||||
| X | - | - | A | A | B | B | |
| - | X | - | B | A | A | A | |
| Basic Panels 2nd Generation | - | - | X | B | A | A | A |
| Comfort Panels | X | - | - | B | A | B | B |
| - | X | X | B | A | A | A | |
|
Mobile Panels (except Mobile Panel 177) |
X | - | - | B | A | B | B |
| - | X | - | B | A | A | A | |
| X | - | - | B | A | B | B | |
| - | X | - | B | A | A* | A* | |
| X | - | - | B | A | B | B | |
| Multi Panels | X | - | - | B | A | B | B |
| - | X | - | B | A | A | A | |
表 01
(通信线路 "B")



面板镜像版本不是必须与TIA Portal中组态的版本一致,在TIA Portal中可以组态面板版本比对应的TIA Portal版本低。
如果在硬件目录中没有列出所需的面板,则无法建立连接。
如何确定面板上的镜像版本
在boot loader 中读取版本(在“Loader“还是在“Start Center”中取决于版本)(1)。
欲了解更多详细信息,请单击启动加载程序中的“Setting””(2)和资源管理器中“OP”(3)。
在“OP Properties”窗口中选择“Device”选项卡(4)。
读出面板上的镜像版本(5)。

如何确定TIA Portal上的镜像版本
打开项目视图。
点击项目导航中的"设备和网络"。
右键点击操作面板。
点击 "更改设备/版本"。
在“当前设备:”,“版本:”旁可以找到当前编程版本的镜像版本(1)。如果版本与面板上的版本不同,则在项目下载时将此版本的镜像安装在面板上。
如果在设备树选择设备(2),然后在“新设备:”,“版本:”旁下拉列表框中选择镜像的替代版本(3),可以把面板配置为当前的TIA Portal版本。

不常用的面板-控制器组合在对应的TIA Portal 没有通讯驱动程序。
然而,仍然可以通过以下步骤建立通信连接:
使能 PUT 和GET
打开项目视图。
点击项目导航中的"设备和网络" (1)。
点击控制器 (2)。
打开属性点击 "常规" (3)。
点击"保护"。
向下滚动(4)。
为“连接机制”设置检查标记 (5)。

关于性能质量水平注意事项
建议将与面板通信的块设置为“非优化”。其他块应创建为“优化”。
所有HMI相关数据应该在 PLC 循环周期中从“优化”块复制到“非优化”块。不应该有更频繁的数据交换。这防止了S7-1200 V4 / S7-1500 “非优化的“块不必要的负面性能影响。
创建非优化块
在项目导航中打开控制器 (1)。
打开"程序块" 。
双击与面板通信的块(2)。
打开属性,点击 "属性" (3)。
取消选择"优化的块访问" (4)。
用“确定”确认设置。

更多信息
有关优化块的信息可在编程指南(第2.6节)中获得:参阅条目:90885040(PDF).
关于配置 PUT/GET 通讯连接的更多信息请参阅:
在 "S7 Communication"一章
SIMATIC S7-1200 手册(条目ID: 91696622)
在"Communication > S7 Communication"。
在 "S7 Communication"一章
在 SIMATIC S7-1500 通讯手册 (条目 ID: 59192925)
在"Communication > S7 Communication"。
在 "Communication via PUT and GET Instructions"一章
在 STEP 7 Professional V13.1 手册(条目ID: 109011420)
在"Edit devices and networks > Configure devices and networks > Configure networks > Communication via connections > Communication via PUT and GET instructions".
条目 ID:65975617
(过160字节传输,S7-1200例程)。
条目 ID:82212115
(两个 s7-1500 之间 S7 通讯例程)。
可以手动更新S7-1200和S7-1500控制器固件:
创建环境
在这个FAQ 中的操作面板项目是在 TIA Portal V13创建
附加关键词
S7 连接, HMI, 基本, PN, DP, 舒适, IWLAN V2, OP, 单色, 彩色, TP, Portrait, MP, Key, Touch, 1200, 1500, KP300, KTP400, KP400, KTP600, KTP1000, TP1500, KTP700, KTP900, KTP1200, KTP400, KP700, TP700 KP900, TP900, KP1200, TP1200, KP1500, TP1900, TP2200, 177 DP, 177 PN, 277, 277F, 73, OP73, 77A, OP77A, 77B, OP77B, 177B, OP177B, 277, OP277, 177A, TP177A, 177B, TP177B, 277, TP277, MP177, MP277, MP377



为了监控(人员和设备保护)这个危险区域不断改变的装配间,需要使用安全激光扫描器和故障安全控制器(PLC)。
解决方案
为解决上述问题,本应用示例采用了:
本应用示例实现了对两个不断变化的危险区域的监控。基于分布式技术,SICK 安全激光扫描器通过 PROFINET 连接至 SIMATIC F-CPU。

在SIMATIC 故障安全控制器中,采用一个系统(硬件和软件), 用户可以实现标准应用和安全型应用 。这意味着:一个控制器、一个统一的工程组态、一个网络,即可实现两种应用。
SICK S3000 PROFINET IO 安全激光扫描器 具有一个集成式 PROFINET 接口 。这意味着:可以方便地分布式使用该安全激光扫描器;通过过程映像,可以方便地将其连接至 SIMATIC 故障安全控制器。该安全激光扫描器具备不同的使用方法:支持 3 个扫描范围、多 8 个区域组和多 8 个监控盒 。因此,使用该安全激光扫描器,用户可以灵活地对不断变化的危险区域实施保护。
下载
| 下 载内容 |
下载 |
|
文档 应用示例的说明 |
|
|
代码 STEP 7 项目 (V11),用于 SIMATIC F-CPU |
|
|
组态文件 用于 SICK 安全激光扫描器的组态 |
|
安全说明
注意
本文所描述的功能和解决方案的主要目的仅限于实现自动化任务。将设备连接至其它工厂设备、企业网络或者因特网络时,请注意必须考虑工 业安全领域的相关保护措施 。更多信息,请参阅条目号 50203404。
新更改
版
附加关键词
分布式安全,监控盒,区域组,警告区域,保护区域,Safety Advanced


西门子6FC5203-0AC10-1AA0性能及参数
西门子6FC5203-0AC10-1AA0性能及参数西门子6FC5203-0AC10-1AA0性能及参数
