超声C 成像设备
来源:上海如庆电子科技有限公司
发布时间:2023-03-06 08:36:58
本成像系统采用汕头超声公司研发多通道超声采集卡CTS-04PC、超声探头并结合日本三菱原装进口高精度导轨系统的多轴扫描装置。
模块化设计,可方便升级更换各部件,后期维护方便,特别适合实验室环境使用。
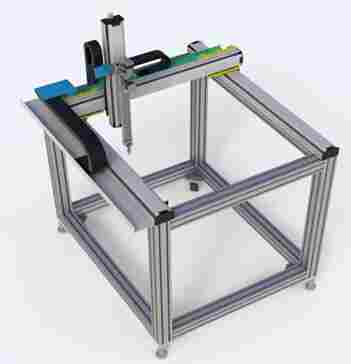
平台整体框架由高强度铝型材搭建,可满足平台工作需求。
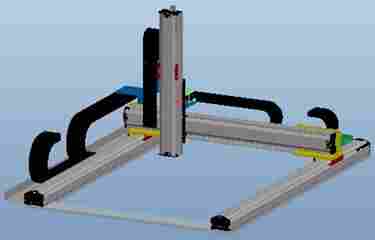
X、Y、Z运动模块可保证探头完成复杂、立体的扫查轨迹需求。
A、B轴探头微调模块可满足声轴微调,消除探头制造误差,保证声轴线工件垂直。水浸槽参数(尺寸、工件固定方式、多通道探头架等)可根据客户要求定制。
使用高精度直线运动部件TOYO直线运动组件及三菱交流伺服电机,保证检测精度。

TOYO直线运动组件采用高精度滚珠丝杆和精密直线导轨制作,运行平稳,可得到接近零间隙的回程误差。配合17位编码精度的三菱交流伺服系统,提供数控加工级的运动特性;前后行程开关保证系统安全。
手动/自动控制方式,控制调节方便,自动检测方式可编程,可做扫查路径设计,提供常用软件接口,并可针对客户需求定制软件。
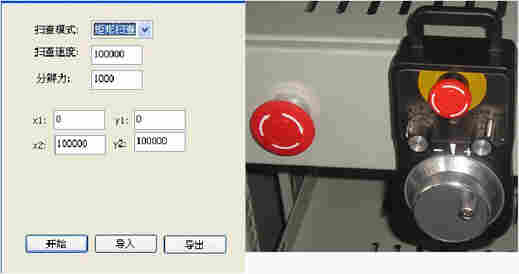
简单的设置即可实现轨迹控制。
手控面板方便调试,可提供各轴单独调节,速度可调,急停按钮保证机器安全。通过不同模块组合可满足X、Y、Z方向以及探头不同旋转轴运动,*多可控制8台电机。

采用Ad
(台湾研华)8轴运动控制卡,可实现各轴硬件直线,圆弧插补,控制运动轨迹。 采用CTS-04PC是基于PCI总线的多通道超声探伤卡,每卡具有4个超声波通道。通过多卡扩展,与工业计算机灵活地组合成4通道、8通道、12通道或16通道等多通道超声波探伤系统。20KHz脉冲重复频率,方波激励、发射电压可达400V,程控可调、硬件DAC补偿,卡与卡之间发射时序可同步控制、任意组合,可自定义发射间隔,缺陷A扫描波形可实时存储。。
可根据客户需要定制探头。
系统配置可根据选配超声采集卡不同选择不同规格探头搭配使用。
本公司提供检测工艺定制服务并根据检测工艺定制探头。
目前公司可提供的标准探头产品如下:水浸式探头(平面)
频率(MHZ) 晶片直径(mm) 型号* 插座 1.25 20 1.25P20 Q9 2.5 6 2.5P6 14 2.5P14 20 2.5P20 25 2.5P25 5 6 5P6 8 5P8 12 5P12 14 5P14 20 5P20 8 5N8 14 5N14 10 6 10P6 8 10P8 12 10P12 6 10N6 *探头型号中N为窄脉冲探头。
水浸式探头(点聚焦)频率(MHZ) 晶片直径(mm) 型号* 插座 2.5 10 2.5P10 F** 水浸式探头,
带探头线,
直接连接到仪器14 2.5P14 F** 20 2.5P20 F** 5 10 5N10 F** 14 5N14 F** 10 10 10N10 F** 10 10P10 F** *探头型号中N表示窄脉冲探头。
**F 客户的水中焦距值。
其他频率、晶片大小的点聚焦探头接受定制。
水浸式探头(线聚焦)频率(MHZ) 晶片直径(mm) 型号* 插座 5 10 2.5P10 F** 水浸式探头,
带探头线,
直接连接到仪器10 2.5P10 F** 10 2.5P10 F** 5 10 2.5P10 F** 10 2.5P10 F30 10 2.5P10 F40 10 2.5P10 F50 **F 客户的水中焦距值。
P,N分别代表不同材料晶片。其他频率、晶片大小、焦距的线聚焦探头接受定制。我公司还可定做复合材料晶片探头以满足高纵向分辨率应用场合。
本成像系统采用汕头超声公司研发多通道超声采集卡CTS-04PC、超声探头并结合日本三菱原装进口高精度导轨系统的多轴扫描装置。探伤方法包括全水浸纵波反射法、水浸对射法,能够对板、管、棒、盘环件等形状的零部件进行检测,可检测的材料包括钢、铝合金、钛合金、有色金属、复合材料等,设备具有A、B、C、F扫描成像功能,可准确检测材料内部细小缺陷、焊接质量及对组织不均匀进行评价。系统还可以配接汕头超声公司研发的CTS-2108超声相控阵仪器,实现超声相控阵C扫检测,实现更高的检测效率及精度。
1、体
1)超声C扫描成像系统采用一体化结构,即用超声发射采集板卡+计算机控制;自动扫查方式,轴驱动:三维xyz轴扫查、工件旋转;另探头角度需要在上、下、左、右四个方向有微动调整。
2)可进行手动操作(调整)和自动操作检测。
3)能实现柱状、盘类、板类零件、复合材料、钢(包括钛合金)、有色金属等材料内部缺陷、焊接缺陷等的A扫描成像和C扫描成像;并具备成像结果输出、打印、存储功能。
3)能对C扫描成像上的缺陷进行定位和缺陷尺寸大小;并能将结果输出、打印、存储。
4)该系统主要用于科研,需要备编程控件、应用软件功能扩展接口,方便用户科学研究活动。
5)系统的稳定性好。
2、探伤仪部分
| 探伤通道数 | 1~2通道(2通道都位于Z轴上) |
| *脉冲重复频率 | >15kHz |
| 探伤仪带宽 | 0.5MHz~15MHz |
| 增益范围(衰减量) | 0~110dB,每步0.1dB、1dB、2dB、6dB |
| DAC | 各通道具备独立硬件DAC补偿,补偿精度:0.3mm,补偿后灵敏度平坦度优于1dB |
| 水平线性 | 0.5% |
| 垂直线性 | 3% |
| 灵敏度余量 | ≥52dB |
| 分辨力 | 30dB |
| 信噪比 | 对φ3平底孔优于10db |
| 数据传输方式 | 数字化传输测量值数据到C扫描软件 |
| 闸门 | 1个动态跟踪界面闸门,1个底波闸门,2~4个探伤闸门 |
3、自动扫查单元
1)X、Y、Z三维扫查装置:
扫描行程:≥1000mm×800mm×500mm
探伤速度:X:0~200mm/s(可调速)、Y:0~100mm/s(可调速)、Z:0~100mm/s(可调速)
重复定位精度:(X/Y/Z:≤±0.05mm/300mm)
*小步长:X/Y/Z≤0.03mm(可调)
2)旋转轴:0-360°连续旋转(正反转),*转速15RPM ,重复定位精度±0.1",*小步长
≤±0.1°;
3)探头角度微调:探头角度需要在上、下、左、右四个方向有微动调整(自动调整);
4)水槽尺寸:1000mm×800mm×600mm;
5)承重:大于100Kg。
4、软件部分功能
1)有扫查路径设计、扫查运动控制,超声检测参数的设定界面;
2)实时显示A扫描,C扫描和F扫描成像结果、并配备扫描结果离线分析软件;
3)可对缺陷信息大小(面积、长度测量)、位置、数量等进行统计分析;
4)软件支持Windows XP、Windows 7等操作系统,并可使用VC++、C++Builder、VB等开发工具进行二次开发。
体界面
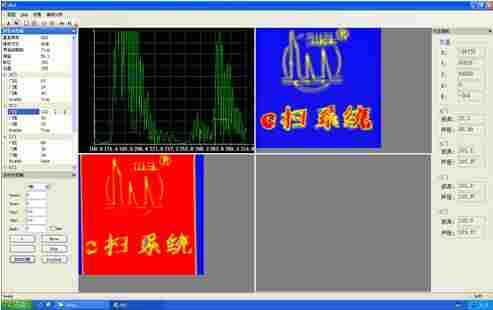
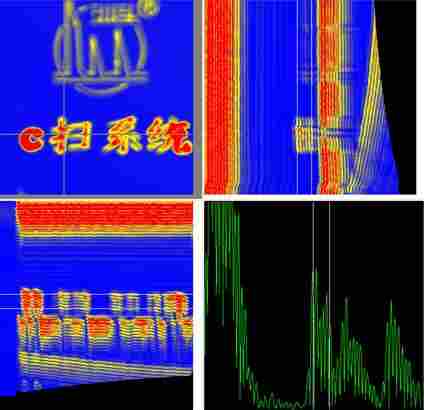
F扫描功能界面
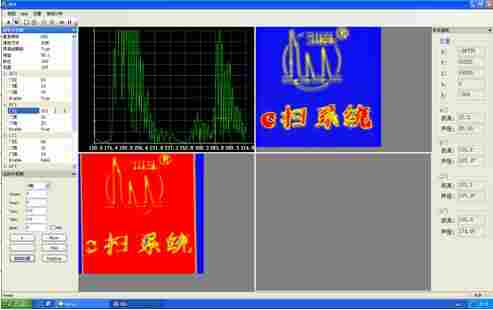
下图中左上为C扫,右下为十字光标所在位置的A扫,右上、左下分别为光标竖线和横线所指示位置的B扫图形。从B扫图中可以明显看出试块上文字所在的深度。将范围设置到对应深度(两条白线之间)可以得到对应的C扫图像。
应用范围:
能够对板、管、棒、盘环件等形状的零部件进行检测,可检测的材料包括钢、铝合金、钛合金、有色金属、复合材料等,设备具有A、B、C、F扫描成像功能,可准确检测材料内部细小缺陷、焊接质量及对组织不均匀进行评价。
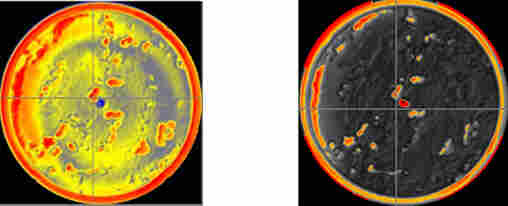
检测实例:
1、测射靶材
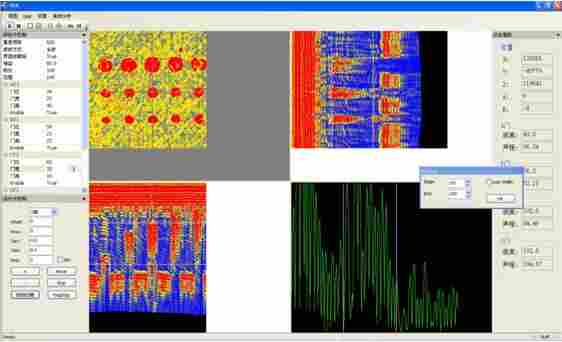
2、复合材料
各窗口可分别显示A、B型波,分析功能可显示各截面形状。
3、汕头公司LOGO

温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。
