ZY6805口罩耳带单点焊机
来源:厦门市翔安区优新科仪机电设备经营部
发布时间:2020-07-16 15:26:49
一、产品主要指标说明:
1、适用范围:
1.1本设备适用于一次性平面口罩,KN95口罩宽耳带焊接,操作简单方便,设计小巧灵活,接点牢固美观。
2、主要技术参数:
2.1电 源:AC220 50Hz
2.2功 率:800W
2.3 频 率:35KHz
2.4功率稳定度:≤ 0.2%
2.5自动追频精度:±5HZ
2.6环境温湿度:常温常湿
2.7动力形式:超声波
2.8控制方式:脚踏
2.9频 段:高频35K
2.10驱动形式:气缸
2.11作用原理:脉冲
2.12焊头行程:10mm
2.13焊接面积:Φ8mm
2.14点焊大小:Φ8mm
2.15冷却方式:自然冷却
2.16振荡系统:自激式
2.17毛 重:45KG
2.18外型尺寸:1200x550x1100(MM)
二、产品外观展示:

ZY6805口罩耳带单点焊机
三、产品主要特点:
1、超声波点焊机采用NTK振动子,保证功率稳定,持久耐用。
2、驱动机构:采用铝合金材料电镀而成,外观美观大方,整机设计灵巧,操作方便。
3、中心直轴设计:换能器与模具同处一个直线,保证输出稳定,功率强劲均匀,焊接美观。
4、双导柱设计可解决焊接时的晃动问题。
5、点焊头:采用钛合金,通过CNC加工制成,聚集能量处,采用抛物线状,能量损耗小。
6、生产效率高、操作简单,焊接后焊点牢固美观,不损害材料本身。
四、配置及附件:
1、气缸1个
2、电磁阀6个
3、气泵外调器1个
4、脚踏开关1个
5、电源线1条
五、操作方法:
1、接通电源,220V;
2、接通气源,正确接通气管后并调整气压表上压力至0.4MPa(此参数出厂已校好,请勿随意更改).
3、打开控制器电源,并设置好焊接时间(KN95口罩 预设时间为0.2-0.3s,平面口罩预设时间为0.1-0.2s)。
4、焊接时间设置确认好后,将应焊试样搁在工作台与焊头上下间开始焊接,并检查焊接是否达到牢固要求,根据焊接牢固度对焊接头位置进行缓慢修正(即对焊接头高度调节,确保活动支架触压感应开关产生超声波),直到焊接试样达到牢固的要求,即为焊接距离*设定。
5、设定调试完毕后,即可正常开机焊接。
6、停机:停止工作时,将电源开关关闭。
六、故障的简单判断及处理:
1、当焊接几千次以上若出现焊接不牢或焊不到位时,如下图所示:
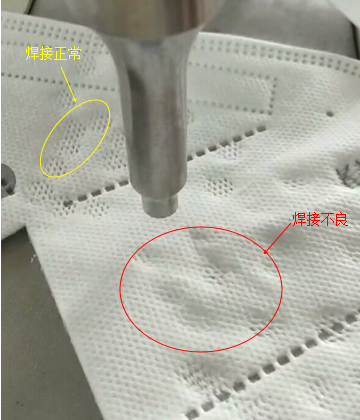
a. 请检查焊接头焊接距离是否间隙过大,位置偏移,如有上述情况一般调节焊接头高度就可恢复正常。
焊接头高度调节:适当拧松后面四个Φ6mm内六角螺母(即对螺母进行松紧微调后再用塑料锤缓慢调整两个直线轴承使固定支架上下调节到合适距离,若发现焊接支架跟方形铝材错位离隙,用塑料锤调整固定支架与方形铝材在同一直线上至焊接头位置正确后再拧紧固定六角螺母,开始焊接,检查焊接试样的牢固,如没达到牢固要求,再对焊接头焊接距离重新调节,直至调节到*距离达到焊接牢固要求的高度。
b. 因生产使用时间长导致线位开关往下降,检查线位开关对准位置,确保在下压时活 动支架完全触压到感应器开关(注:在活动支架下压时能够将感应器压下去即为正常,触到不能压下去或压下去一点还是不能产生超声波即为异常),因触压偏差引起超声波焊接不牢现象时,适当拧松后面四个Φ6mm内六角螺母及线位开关进行缓慢调整直至活动支架能够触压到感应开关产生的超声波能够正常焊接试样,并且焊样符合标准要求,再拧紧六角螺母和锁紧线位开关。注:线位开关调整到*位置后,一般情况下锁紧固定不去调试。
c. 若振子上升缓慢,冲压速度异常影响焊接不良,检查气泵外调器上气缸压力表指标的读数是否在0.4MPa*工作状态,若有偏差即更正压力表读数为正常0.4MPa.
2、检查直线轴承是否正常并加润滑油,避免使用时间长,磨损大导致摩擦力引起超声波焊接效果。
七、日常维护及注意事项:
a)本机应放置在室内无潮湿、无腐蚀气体、振动小的地方;
b)试验完成后,请关闭电源,如长时间未使用,请拔掉电源线。
c)保持点焊机及其工作台清洁卫生;
d)开机时焊面不可夹杂其它硬物,以免影响焊接效果。
温馨提示:为规避购买风险,建议您在购买产品前务必确认供应商资质及产品质量。
