摘要:详细分析了无损检测技术的原理,特点及应用范围,并以某城市钢箱梁跨线桥焊缝无损检测为研究对象,借助声波无损检测技术对焊缝病害进行检测,获取了桥梁钢结构的缺陷情况,实践应用表明,无损检测技术在钢结构焊缝检测中具有较好的实际应用意义和价值。

1.概述
在市政桥梁钢结构中,钢箱梁凭借自重轻、承载能力高、跨径大,施工便捷、满足装配式施工条件等众多优势,在城市高架桥施工中式应用较为广泛的桥型。钢结构中各构件的连接方式主要有焊接、高强螺栓连接及铆接三种,其中,焊接连接施工法效率*,且承载能力仅次于高强螺栓连接,是较高的一类钢构件连接施工方法。但是,焊接施工法在受到荷载作用及外部环境的耦合作用下,容易出现各种病害,局部焊缝病害在应力集中效应下将快速断裂失效,从而引发严重安全事故。因此,在工程实践中,为了保证钢箱梁结构中各钢构件焊接质量可靠,必须定期对焊缝进行无损检测,一旦出现焊缝质量不满足规范要求或者直接失效的情况,必须及时进行补焊和加固,以保证市政钢结构桥健康、长期运营。
2.焊缝无损检测技术具体应用
2. 1钢结构焊缝声波无损检测方法
声波无损检测技术的原理是借助声波与钢构件互作用后,对反射、散射声波特点进行分析,以动态获取钢构件缺
的一种检测技术。声波无损检测技术的有效穿透能力较强,可以快速获取钢构件内部形状参数且检测精度较高,即便是内部极其微小的缺陷也可以快速检测出来;但是,声波纵波脉冲在具体检测过程中存在一定的局限,接近钢构件表面的缺陷恰好处于检测盲区中,难以被有效检出。声波焊缝检测主要应用在平板对接焊缝和T型对接焊缝两种形式中。在平板焊缝无损检测中,如果焊接母材的厚度值大于45 mm时,应选用双面检测法,由于焊接母材外形限定,在使用倾斜检测探头时,必须保证声波探头与焊缝中心线保持正交关系,焊缝检测路径呈锯齿形。具体检测路径如图1所示。
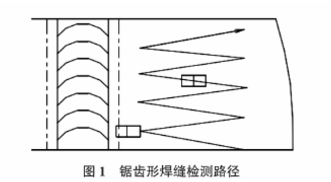
焊缝扫略过程中,必须保证探测头在扫略移动范围完全覆盖焊接截面,除了应保证探头焊缝相互垂直外,还应适当转动,且扫略转动角应介于10°~15°之间,如果焊接母材的厚度在过40 mm,且焊缝形式为单侧坡口型时,可以采用串联法进行无损检测。除了锯齿形扫略探测外,还应结合平行或者倾斜扫略探测法对焊缝及焊接热影响区的横向缺陷进行无损检测。在具体检测阶段,平行及倾斜焊缝扫略检查法应相互结合,倾斜扫略应保证探头与焊缝的倾斜角介于10°~20°之间,若焊缝余高被磨平后,可以平行扫略探测为主。两种基本的扫略探测法如图2所示。
除了钢板对接焊缝的无损检测外,桥梁钢结构系统中,T型接头形式也非常普遍,在对T型接头焊缝进行无损检测时,若钢箱梁腹板截面形式为变厚度时,具体的声波检测折射角确定应满足如表1所示,以达到对钢箱梁腹板无损检测的*要求。

2.2钢结构焊缝磁粉检测方法钢结构焊缝磁粉无损检测技术(MT)是金属材料焊接缺陷中常用的检测技术。钢结构被磁粉磁化后,在磁路不连续的截面出现变化时,磁路透过试件表明形成“漏磁效应”;借助“漏磁效应”以吸附磁粉材料从而形成磁痕,通过磁痕外形以间接反应试件的焊接缺陷。在检测前,应先对待检测焊缝位置进行预处理,将焊缝表面的污染物、锈蚀物等清理,并采用角磨机打磨,保证原始焊缝的材料涂层厚度值小于50 mm。
2.3钢结构焊缝射线无损检测法
射线无损检测技术借助射线发射仪器或者放射性同位素作为射线发出源,在射线接触到待检测焊时,射线将出现不同程度的衰减,由于待检测焊缝及母材存在厚度差,射线采集胶片上
记录了不同的射线强度值,射线强度以不同数量的光予表现,将胶片拿到暗室内处理后,根据胶片上不同暗度的影像情况,对焊缝缺陷进行定性判定,同其他焊缝技术检测技术相比,射线检测结果识别精度及效率*,可以及时输出缺陷图像信息,可以将不同位置的焊缝设想检测结果保留胶片上,便于检测数据的长期保存。但是,射线检测在具体的焊缝检测中也存在一些缺陷。首先,射线检测技术成本高,必须借助高频率射线发射仪,且还必须提供胶片等耗材;此外,射线焊缝检测在平板对接焊缝的检测中精度较低,若射线投射放线与焊缝缺陷相互垂直时,将无法检测;*,使用射线检测存在较高的安全隐患,一旦控制不当,将对检测人员造成伤害,检测长期置身在射线污染环境中,很容易诱发癌症。

3.结束语
伴随着城市交通运输的不断长增长,城市既有钢结构桥梁的承载能力,截面抗弯刚度及钢结构整体性和荷载稳定性均出现不同程度的下降,工程实践证明,钢结构桥梁病害的主要对象为焊缝,焊缝在外荷载及各种环境的耦合作用下,成为钢结构中*薄弱的位置,直接影响了市政交通系统通行能力。无损检测可以满足桥梁结构的正常通行条件,实践应用证明,无损检测技术在钢结构焊缝检测中具有较好的实际应用意义和价值。
