分析超声波相控阵探伤仪检测汽轮机的过程,我们不难从图1中看出能利用的探头放置区域为叶身靠近根部区域的内、外弧表面和进汽侧、出汽侧平台。特设计了下面扫查序列:

序列1:将相控阵探头1放置在叶身内弧表面,激发横波、扇形扫查检测外弧局部区域缺陷,见图4
;

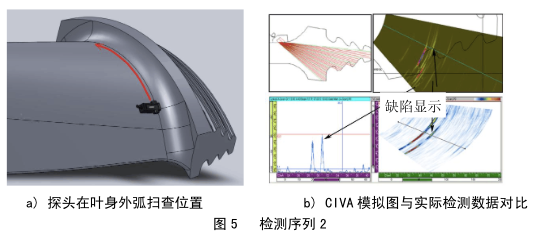
序列2:将相控阵探头1放置在叶身外弧表面,激发横波、扇形扫查检测内弧局部区域缺陷,见图5;
序列3:将相控阵探头2放置在进汽侧、出汽侧平台,激发纵波、扇形扫查检测外弧靠近两端的缺陷,见图6,其实际检测数据见图7a);

序列4:将相控阵探头3放置在进汽侧、出汽侧平台,激发横波、扇形扫查检测内弧靠近两端的缺陷,见图6,其实际检测数据见图7b);

根据图8分析可知:上述检测序列1~4仍然不能实现对齿根部位的全覆盖,可以看到在内弧两侧端部仍然存在一定区域的检测盲区,进汽侧盲区长14.5mm、出汽侧盲区长22.0mm因此对该型枞树型叶根需要增加扫查,见序列5。

序列5:将相控阵探头1放置在叶根两侧端面,激发横波、扇形扫查检测上述盲区,见图9。

以上图示是超声波相控阵探伤仪在实体照片上检测的过程及步骤,右边是相控阵探伤仪机器图示。可以清楚看到工件缺陷状况及大小等信息。
亚测(上海)仪器科技有限公司生产超声波探伤仪、超声波测厚仪、涂层测厚仪、里氏硬度计等产品,联系电话: 郑先生
